Ольга Дементьева Материал для папки передвижки «День птиц» Что может быть...


С давних времен профессия кузнеца пользовалась огромным почетом и уважением, что неудивительно, поскольку именно от мастерства такого специалиста во многом зависел не только быт наших предков, но и их жизнь. О значимости этой профессии также свидетельствует тот факт, что взять в руки молот кузнеца не брезговали ни цари, ни боги – достаточно вспомнить царя Петра I и бога Гефеста.
С давних времен профессия кузнеца пользовалась огромным почетом и уважением, что неудивительно, поскольку именно от мастерства такого специалиста во многом зависел не только быт наших предков, но и их жизнь. О значимости этой профессии также свидетельствует тот факт, что взять в руки молот кузнеца не брезговали ни цари, ни боги - достаточно вспомнить царя Петра I и бога Гефеста.
Однако в современном мире высоких технологий профессия кузнеца несколько утратила свои позиции, и переместилась в разряд ремесел, которые изготавливают скорее декоративные элементы, чем необходимые предметы быта. Тем не менее эта профессия по-прежнему привлекает внимание своей магией и возможностью превратить холодный металл в произведение искусства, способное привнести в быт современного человека нотку тепла и аутентичности.
Сразу отметим, что как и в прежние времена кузнечное дело является одним из самых сложных и специфичных, обладающих ярко выраженными особенностями. Поэтому стать кузнецом может далеко не каждый человек, даже если он мечтает об этой профессии. А чтобы Вы поняли всю специфику работы кузнеца, мы предлагаем Вам окунуться в мир огня и металла, которым живут настоящие мастера молота и наковальни.
Мастер, который занимается обработкой металла и изготовлением металлических изделий. Основным материалом для работы кузнеца являются чугун, железо, бронза, сталь и свинец. Также кузнец может использовать в своей работе такие драгоценные металлы как серебро и золото. Местом работы кузнеца может быть как частная кузница, так и промышленное предприятие.
Название профессии произошло от древнерусского православного слова kovati (ковать, бить, рубить, резать), так как изначально кузнеца называли не иначе как ковач. И только позднее мастеров стали называть не по производимым им действиям, а по месту работы (кузня). Примечательно, что ковали существуют и сегодня. Так называют кузнецов, которые специализируются на изготовлении подков и подковке лошадей. Когда появились первые кузнецы точно не известно, однако можно предположить, что появление этой профессии стало возможно только в 9-7 века до н.э., когда человек научился использовать металл для собственных нужд.
Со времен своего становления профессия кузнеца претерпела существенные изменения: если раньше кузнецы работали только в кузнях, и только с использованием молота, щипцов и наковальни, то сегодня специалисты этого профиля получили возможность работать на больших промышленных предприятиях, где большинство процессов механизировано, автоматизировано и компьютеризировано. Вполне естественно, что одновременно с расширением сферы деятельности кузнеца эта профессия разделилась на несколько специализаций: кузнец ручной ковки , кузнец-оператор, кузнец-штамповщик, кузнец драгоценных металлов и т.д.
Во многом трудовые обязанности кузнеца зависят от выбранной специализации. Но имеются у всех представителей этой профессии и такие общие обязанности, как: протяжка и гибка металла, кузнечная сварка, выполнение работ в полном соответствии с чертежами и эскизами, очистка поверхности изделия и придание ему надлежащего внешнего вида.

Главной особенностью работы кузнеца является непосредственный контакт с огнем и раскаленным металлом, поэтому представители этой профессии обязательно должны быть внимательными и, что называется, "чувствовать материал". Кроме того, чтобы мастер смог качественно выполнять свою работу, ему необходимо обладать такими личностными качествами, как:
Помимо всего прочего, поскольку кузнец работает в условиях повышенной температуры, представитель этой профессии должен быть физически крепким и выносливым, а также способным переносить высокие температуры на протяжении длительного времени.
Главным преимуществом профессии кузнеца , конечно же, является возможность реализовать свои творческие задатки и доставить радость людям. При этом не стоит забывать, что ручная ковка, равно как и любой другой ручной труд, ценится очень высоко, поэтому к преимуществам этой профессии можно отнести и высокий уровень оплаты.
Поскольку в последние годы наблюдается повышенный интерес к эксклюзивным изделиям, способным отобразить индивидуальность и самобытность своего владельца, мастера художественной ковки пользуются большой востребованностью. Причем они могут как работать в составе какой-либо артели, так и открыть собственную мастерскую по производству кованных изделий из металла: оград, решеток, предметов интерьера, мебели и т.д. В любом случае, кузнец с тонким художественным вкусом и "золотыми" руками никогда не будет сидеть без работы.

Если же говорить о недостатках профессии кузнеца , то прежде всего необходимо отметить тяжелые условия труда и повышенный риск получения производственных травм. Кузня - это место где всегда жарко и шумно: температура в горне может колебаться в пределах 800-1200 градусов, а шумовой фон этого места наполнен если не стуком молота о наковальню, то визгом болгарки или другого не менее шумного инструмента. При этом даже при соблюдении всех правил безопасности кузнецам приходится постоянно лечиться от ожогов.
Еще одним немаловажным недостатком этой профессии являются чрезмерные физические нагрузки. Ведь кузнецу приходится постоянно перемещать с места на место как металлические заготовки, так и уже готовые изделия, вес которых может достигать и нескольких сотен килограмм. Именно поэтому профессию кузнеца принято считать исключительно мужской прерогативой. Хотя на современных кузнях можно встретить и женщин-кузнецов, однако для них кузнечное дело является скорее хобби, чем способом заработка, да и изготавливают они преимущественно небольшие элементы декора.
Получить профессию кузнеца можно либо в профессиональном колледже, на базе которого осуществляется ремесленная кузнечная подготовка специалистов, либо в художественном ВУЗе, где имеется специальность "художественная обработка металлов". Но нужно понимать, что все учебные заведения, даже самые лучшие, дают только базовую подготовку. А вот отточить свое мастерство и познать все нюансы этой профессии можно исключительно опытным путем. Поэтому после окончания обучения в колледже или ВУЗе большинство молодых специалистов устраиваются подмастерьями к уже опытным кузнецам, которые передают им все тонкости и секреты своего дела.
Отметим, что лучшими учебными заведениями России, осуществляющими подготовку специалистов кузнечного дела, сегодня считаются:
Введение
Зарождение и становление кузнечного дела


В представлении современного читателя ковка – это обычно изготовление подков для лошадей. Но мало кто знает, что древние кузнецы были творцами таких жизненно важных хозяйственных и военных изделий, которые не только служили человечеству многие сотни лет без существенных изменений, но и способствовали развитию общества. Так, например, многие изделия, пришедшие к нам из каменного века (нож, скребок, пила, шило, топор, молоток и т. п.) и воплощенные позже кузнецами в металле, продолжают служить человечеству и в настоящее время. А такое изделие, как лошадиная подкова, появившаяся в Европе в начале VIII в., было по значимости приравнено историками к изобретению паровоза, так как подкованная лошадь могла работать с увеличенной тягловой силой на любых почвах, не ломая и не изнашивая копыт. Освоение железа повлекло за собой большие изменения в культурной и хозяйственной жизни всех народов; например, кованый сельскохозяйственный инструментарий – вилы, тяпки, лопаты, грабли, косы, серпы, сошняки, бороны, плуги с железным лемехом и т. д. – поднял сельское хозяйство на новый технический уровень и существенно повысил продуктивность земледелия. Племена и народы, которые раньше других осваивали секреты ковки, получали большие преимущества во всех видах деятельности. Ковка доспехов и оружия в районах, где добывалась железная руда и имелся древесный или каменный уголь, значительно повышала боеспособность, что позволяло расширять территорию и создавать сильные государства.
Кузнечное дело – самое древнее ремесло, связанное с обработкой металла. Впервые человек начал ковать самородные и метеоритные металлы еще в каменном веке. Ряд музеев мира, а также Институт истории материальной культуры РАН имеют в своих фондах кузнечные инструменты тех далеких времен: небольшие круглые камни – молоты и овальные плоские массивные камни – наковальни. При микроскопическом исследовании поверхностей этих инструментов были обнаружены следы самородного металла. На рельефах древних египетских храмов можно видеть кузнецов, работающих каменными молотками (фото 1.0.1 см. вкл.). Однако точное время зарождения кузнечного мастерства на планете указать невозможно.
Задолго до новой эры люди начали изготовлять изделия из самородной меди, серебра и золота, обладающих высокой пластичностью. На территории бывшего СССР самородная медь в те далекие времена была известна в районах современного Казахстана, на Урале, Кавказе, Алтае и в некоторых районах Якутии. В этих местах и обнаружены археологами остатки первых орудий, выкованных из меди. Относительно недавно археологи обнаружили древнейшую мастерскую каменного века по обработке самородной меди в Карелии. Древние кузнецы, используя каменные молоты и наковальни, свыше 5 тыс. лет назад ковали из меди изделия для рыбной ловли и быта: рыболовные крючки, ножи, шильца и другие мелкие предметы. В районе Молдавии и Правобережной Украины по берегам рек Днепра, Днестра и Прута находится один из древнейших очагов обработки меди эпохи развитой трипольской культуры (IV–III тысячелетия дон. э.). В этот период мастера уже применяли упрочняющий наклеп рабочих поверхностей медных орудий, что значительно повышало их твердость. Это позволило постепенно вытеснить каменные орудия. Указанный период характеризуется разнообразием кованых, литых и комбинированных изделий, таких как кузнечные зубила, ножи, боевые топоры, черешковые наконечники стрел, браслеты, пряжки и т. п.
В начале III тысячелетия до н. э. племена, жившие на территории Армении, на Кавказе, уже получали кричное железо из руд путем прямого восстановления. В качестве руд они использовали легкодоступные залежи бурого железняка, называемого озерной или болотной рудой. Хетты не только изготовляли из железа оружие и предметы быта для себя, но и торговали ими с Египтом и странами Среднего Востока. В начале I тысячелетия дон. э. изделия из железа начинают изготовлять жители Закавказья к северу от Армянского нагорья, в VIII в. до н. э. кузнечное производство изделий из железа уже широко развивается в районе современной Керчи (древнерусское название Корчев, вероятно от «корчий», «керчий» или «корчин» – кузнец. – Прим. авт. ). Богатые железные руды, служившие кузнецам сырьем для получения железа, в районе Керчи залегали практически на поверхности земли. В эти времена кузнечное мастерство достигало уже высокого уровня. В кузницах горн оснащался двухкамерными воздуходувными мехами, в центре располагалась большая железная или бронзовая наковальня. Кузнецы применяли при работе тяжелые молоты, клещи, зубила и топоры для рубки металла, а для зажима изделий – тиски.
Начиная с VII в. до н. э. центром металлообработки становится Скифия, ремесленным центром которой было Каменское городище. Археологами обнаружены там жилища ремесленников, их мастерские с инструментами и приспособлениями: льячки для литья цветных металлов, кузнечные инструменты и изделия. Добыча железной руды, как было установлено, производилась на территории современного Криворожского бассейна, отстоящего от Каменского городища на 60 км. Наряду с литьем и ковкой у скифов было широко налажено изготовление золотых и серебряных украшений и всевозможной утвари при помощи чеканки, штамповки и литья по выплавляемым моделям. Интересно отметить, что образцы скифского ювелирного производства были хорошо известны в греческих колониях. Следует сказать, что кузнецы Скифии широко применяли кузнечную сварку для увеличения размеров заготовки, соединения разнородных металлов для улучшения качества лезвий режущих и рубящих орудий. Они изготовляли ножи, у которых между двумя более мягкими пластинами заковывалась пластина из более твердой стали, в результате чего получались ножи с самозатачивающимся лезвием. Скифские кузнецы умели ковать и дамасские стали, в которых перемешивались слои железа и высокоуглеродистой стали, что создавало на боковой поверхности изделия узор из темных и светлых полос.
В I тысячелетии до н. э. вдоль Верхнего Днепра и Припяти, Оки и Верхней Волги расселились славянские и финно-угорские племена (в Среднем Поволжье – предки мордовских племен, в Приуральских районах – предки коми, удмуртов, мери, остяков и манси), которые владели секретами получения кричного железа, не зная изготовления медно-бронзовых изделий. А в Приуралье и Сибири железоделательное производство развивалось одновременно с медно-бронзовым. В первых веках новой эры изделия из железа начали применять северные племена, жившие в средних течениях рек Лены и Енисея, а также жители Алтая.
Кузнечное дело на Руси. К концу IX в. объединяются славянские племена и возникает Древнерусское государство. Образуются крупные военные и торгово-ремесленные центры, такие как Киев, Новгород Великий, Смоленск, Полоцк и др. В этих городах создаются центры по производству посуды и различных хозяйственных предметов из серебра и золота, внедряется специализация кузнецов-оружейников. В связи с ростом градостроительства развивается ремесло кузнецов-церковников, занимающихся изготовлением соборных оград, оконных решеток, наверший и других изделий. Перед русскими ремесленниками открывались широкие возможности, крепли связи с внешними рынками и ширилось участие ремесленников в хозяйственных делах города. Городские мастера обладали высокой техникой, смело улучшали западноевропейские образцы оружия и создавали свои высокохудожественные изделия. В этот период наблюдается постоянное совершенствование средств производства и приспособление мастерских к массовому выпуску продукции. Широко внедряются штамповка и пооперационное производство, завершается разделение кузнецов на оружейников, златокузнецов, чеканщиков, гравировщиков и ювелиров. В этот период в Киеве уже существовало свыше 60 кузнечных специальностей.
Однако большинство кузнецов ковали оружие и кольчуги. Кольчуга была обязательной принадлежностью защитных доспехов дружинников, она не стесняла в бою движения и предохраняла практически от всех видов оружия. Создание кольчуги было делом кропотливым и трудоемким, ведь для плетения требовалось отковать более 40 тыс. колечек, а затем склепать их специальными «гвоздиками». Уже в то время при изготовлении кольчуги использовалась поточная технология: вначале отковывали проволоку, затем навивали на стержень и рубили на отдельные кольца. Концы каждого кольца расплющивали и в этих площадках пробивали отверстия. Затем из тонкой проволочки (0,8 мм) высаживали заклепки – «гвоздики» и после этого начинали сборку или «плетение» кольчуги. На всю работу уходило свыше трех месяцев ежедневного кропотливого труда. Существовало три способа изготовления колец: из кованой проволоки, из холоднотянутой (волоченой) проволоки и путем высечки целых колец из листа. Собирались кольчуги по различным технологиям. Кольца не только склепывались, но и сваривались кузнечной сваркой. Для большей нарядности в кольчуги вплетали кольца из цветных металлов: меди, золота, серебра, образуя различные орнаменты. Киевские дружинники имели как длиннополые кольчуги с оголовьем, личиной, наручами, так и короткие кольчуги, которые прикрывали только верхнюю часть туловища воина. Для защиты головы дружинники носили шлемы. По технологии изготовления шлемы разделялись на цельнокованые и составные. Первые выковывались из одного куска металла и имели наибольшую прочность при наименьшей массе. Менее трудоемким было изготовление шлемов, клепанных из двух или четырех кованых частей, которые собирались в единое целое с помощью полос и заклепок, а нижний край тульи стягивался обручем. Места соединения пластин прикрывались декоративными накладками. Для защиты лица к шлему приклепывался наносник с глазными вырезами, а иногда кольчужное забрало или личина, которая ковалась индивидуально для каждого воина. Для защиты шеи и частично плеч к нижнему краю шлема крепилась бармица. Шлемы для князей украшались золотыми и серебряными накладками, их поверхность гравировалась и декорировалась драгоценными камнями.
Большое внимание кузнецы уделяли изготовлению боевого и наградного оружия: мечей, топоров, пик и т. п. Мастера-оружейники в совершенстве владели секретами изготовления мечей из высокоуглеродистых сталей типа булата или русского булата – харалуга. В связи с этим необходимо сказать несколько слов о булате, так как этот сплав железа с углеродом, обладающий уникальными свойствами, до настоящего времени до конца не исследован, о нем пишут научные статьи и монографии. Впервые в России с научной точки зрения начал изучение булатных сталей Павел Петрович Аносов (1799–1851), выдающийся ученый-инженер и горнозаводчик. Он говорил, что «под словом „булат“ каждый россиянин привык понимать металл более твердый и острый, нежели обыкновенная сталь». Родиной булата считается Индия, в которой «варились» лучшие сорта вутцев – заготовок из литой стали в виде лепешек диаметром примерно 13 см и толщиной около 1 см. Масса такой лепешки составляла чуть больше килограмма. Следовательно, для изготовления меча массой 1,5–2,5 кг требовалось 2–2,5 вутца. Еще одним древним центром производства вутцев считается страна Пулуади, которая располагалась на территориях современных Турции, Ирана, Армении и Грузии. Отсюда пошло, как отмечает советский историк академик Г.А. Меликишвили, название вутца «пулат», которое в дальнейшем получило русское звучание – «булат». Как установил П.П. Аносов в результате длительных научных и экспериментальных исследований, булат – это высокоуглеродистая сталь, содержащая более 2 % углерода и минимальное количество вредных примесей и неметаллических включений. Сталь варится при высокой температуре в тиглях без доступа воздуха и охлаждается вместе с печью. Отличительная особенность булатных слитков в том, что на отполированном срезе имеется своеобразный волнистый узор, проявляющийся при слабом травлении. Однако для изготовления булатного клинка мало получить слиток, необходимо его отковать по специальной технологии, произвести термообработку и окончательную отделку. Тайны этих операций продолжают раскрывать и в наши дни. Недавно вышла книга замечательного мастера по булатным и дамасским сталям Леонида Архангельского «Секреты булата» (М.: Металлургия, 2007), в которой он раскрыл многие тайны получения булатных изделий. Очень большую работу по совершенствованию отечественных булатных сталей проводит известный инженер-металлург Игорь Толстой, который создал участок для производства небольших по объему булатных слитков и изготовления из них высококачественных заготовок для клинков.
Производство клинка из сварного булата – дамаска представляет собой длительный и трудоемкий процесс: заготовку вытягивают в полосу, затем ее складывают, сваривают кузнечной сваркой и опять проковывают. Этот «слоеный пирог» разрубают на продольные части, которые сплетают или скручивают и опять сваривают кузнечной сваркой, тщательно проковывая. При этом ковка ведется специальными молотками и удары наносятся под различными углами к продольной оси изделия. Для изготовления мечей, сабель и кинжалов из дамаска знаменитый суздальский кузнец В.И. Басов (1938–2007) использовал заготовки, состоящие примерно из 700 и более тысячи слоев. В результате таких сложных приемов ковки появляются знаменитые «булатные узоры»: полосатый, струйчатый, волнистый, сетчатый, коленчатый и др. При этом следует отметить, что узоры значительно светлее фона (грунта), который бывает серым, бурым или черным. Чем темнее грунт и чем выпуклее и светлее узор, тем выше ценится клинок, а качество ковки определяется чистым и долгим звуком. Термообработка клинкового изделия состоит в закалке и последующем отпуске. Это очень ответственная операция, так как от нее зависят твердость, упругость и гибкость клинков. Каждый мастер имел свои секреты: дамасские оружейники после ковки вывешивали клинки, раскаленные докрасна, на сильный ветер; кавказские – передавали раскаленный клинок всаднику, который скакал без остановки до его полного охлаждения. Многие мастера закаливали свои изделия в ключевой или минеральной воде, в росе, в мокром холсте, в сале, известны и такие варварские способы закалки клинков: раскаленный клинок вонзали в тело свиньи, барана или даже молодого сильного раба. П.П. Аносов закаливал образцы в сале (масле) или в воде, а нагрев под закалку и отпуск осуществлял в ваннах с расплавленным свинцом. Отпуск изделий – также очень важная операция термообработки. Необходимо в зависимости от химического состава стали подобрать температуру отпуска и среду охлаждения. Мастера-оружейники определяли температуру клинка по цветам побежалости, а в качестве охлаждающей среды использовали воду, масло или воздух. После ковки клинки обрабатывали на точильных камнях, затем шлифовали и полировали. Шлифование проводилось вначале на крупнозернистых шлифовальных камнях, затем на мелкозернистых. Более тонкая шлифовка осуществлялась различными порошками с использованием тканей и дерева. Окончательно полировали мелкими порошками и пастами. Процесс шлифования и полирования булатных клинков продолжался с утра до ночи, месяц за месяцем. Вот таким титаническим трудом создавались булатные и дамасские мечи, сабли и клинки. Все эти уникальные изделия получали еще и высокохудожественную отделку лезвия, рукоятки, ножен. Эта работа производилась специальными мастерами-художниками и также длилась годами. В 2010 г. вышла уникальная книга тульского кузнеца-оружейника Олега Семенова «Авторское оружие, создание образа, отделка» (М.: Аделант), в которой он на высоком научно-техническом и художественном уровне раскрыл все секреты отделки клинкового оружия. В Дамаске до конца XIV в. ковалось лучшее оружие в мире из индийских вутцев и из дамаска. В XV в. Дамаск был захвачен армией Тимура и полностью разрушен. Все ремесленники, в числе которых много кузнецов-оружейников, были вывезены в Самарканд и другие города Средней Азии. В это время начинается производство булата в городах Средней Азии, на Кавказе, в Турции, Иране. «Русский булат» – харалуг – сталь (типа дамасской), которая ковалась из кричного железа. Технология изготовления оружия из многослойной сварной стали была хорошо известна славянским народам уже в VI в. Харалужное оружие (мечи, копья) и доспехи часто упоминаются в древнерусской литературе. Так, в «Слове о полку Игореве» несколько раз говорится о харалужных мечах, копьях, цепах, кольчугах и даже сердцах: «Ваю храбрая сердца в жестоцем харалузе скована, а в буести закалена».
В период могущества Киевской Руси строятся величественные Софийские соборы в Киеве, Новгороде, Полоцке. Кузнецы принимают активное участие в строительстве. Куются мощные связи – «тяжи» и пояса для скрепления стен, сводов и арок. Окна закрываются решетками с красивыми рисунками, собираются из металлических «досок» парадные двери и ворота. Отковывается обрешетка (журавцы) для куполов и шатровых крыш, и как завершающее звено собираются и устанавливаются на навершиях куполов восьмиконечные кресты. Высокого мастерства достигают и златокузнецы, изготовляющие высокохудожественные кубки и вазы, миски и братины, блюда и чарки. Изделия украшаются просечной резьбой, гравировкой, драгоценными камнями и рельефной чеканкой.
В начале XIII в. на территории Руси происходили многочисленные распри, которые несли смерть и разрушения. Многие строители и ремесленники были убиты на полях сражений и взяты в плен. Однако уже со второй половины XIV в. страна постепенно возрождается, в том числе восстанавливаются ремесла – дети и внуки кузнецов начинают ковать лемеха и мотыги, косы и оружие. В 1380 г. князь Дмитрий Донской, собрав хорошо вооруженное войско, дал бой на Куликовом поле. Кузнецы во многом способствовали победе: они одели русского воина в надежные защитные доспехи – кольчуги и шлемы; хорошо вооружили отличными мечами, топорами, копьями, луками, стрелами. В последующие годы продолжается объединение русских земель в единое государство, появляются новые города, развиваются товарно-денежные отношения, растет численность ремесленников, закладываются основы промышленности. Однако кузнечное дело начало превращаться в могущественное ремесло только после того, как человечество научилось добывать железо из руд и поднимать температуру костра или печи выше 1000 °C. В XV в. определились районы железоделательных промыслов в Подмосковье, в районах Тулы, Серпухова и Каширы, в Замосковном крае у Белоозера и Пошехонья, Ярославля, Галича и Костромы, в Новгородском крае у Бежицы и Осташкова, в Устюженском крае, в Карелии в городе Олонце, в Приморье у Яренска и в Заонежье на так называемых Лопских погостах. В этот же период начинается специализация кузнецов по регионам. Так, устюженские кузнецы ковали пушки, пищали, ядра, в большом количестве изготовляли «оружие» против конницы – «подметные рогульки». В районе Белоозера крестьяне самостоятельно варили железо и ковали из него гвозди и скобы для судов; в Вологде ковали топоры, ножи, косы, гвозди; в Костроме – безмены; в Твери – иглы, крючки, сапожные и обойные гвозди. В XVI в. продолжает расширяться железоделательная промышленность, открываются новые рудные залежи около Каширы, где глыбовая железная руда выходила на поверхность, Великого Устюга и Тулы, а также у поморских карел. На реке Лахоме в районе Вычегды строится «железцовая мельница» с водяным колесом, приводившим в действие «самоков», а «Соловецкий летописец» говорит о существовании железоделательного производства и на землях Соловецкого монастыря.
В XVII в. железное производство из крестьянско-кустарного становится промышленным. В 1631 г. начинает работать первый уральский завод на реке Нице. В Олонецком крае на заводах Устьрецком и Кедрозерском ковали пушки и ядра, а также выплавляли железо для продажи. В 1640 г. на реке Камгорке (недалеко от Соликамска) был построен первый в России медеплавильный завод.
Постепенно центр железоделательного производства с «водяными» (имевшими привод от водяного колеса) молотами перемещается в Тулу, где в 1656–1637 гг. был построен первый доменный завод Московского государства. В конце XVII в. богатый и предприимчивый кузнец Никита Демидович Антуфьев (Демидов; 1662–1725) организовал в Туле первую железоделательную мануфактуру, для чего устроил 400-метровую плотину при впадении реки Тулицы в Упу, построил две высокие домны и пустил две молотовые фабрики, на которых с помощью «водяных» молотов ковались железные заготовки (рис. 1.0.1). В это же время на тульских заводах появляются токарные и сверлильные станки, работающие от «водяного» привода. XVIII столетие становится веком широкого развития металлургической и кузнечной промышленности, Тула по указанию Петра I (1672–1725) превращается во всероссийскую кузницу оружейных кадров. В память об этом в городе установлена скульптура Петра I. Высококвалифицированные кадры тульских кузнецов-оружейников направляются в Устюжну-Железнопольскую, а в 1704 г. 170 мастеров – на крупный завод в Олонецком крае. Тульские кузнецы-оружейники также составили основной костяк квалифицированных рабочих и на Липецком оружейном заводе, основанном в 1702 г.

Рис. 1.0.1. Молотовая фабрика XVII в.
Выбрав Воронеж местом размещения верфей и металлургических заводов, Петр I не жалел ни сил, ни средств для ускорения строительства кораблей. Он придавал огромное значение развитию металлургии как в центре России – в районах Тулы, Каширы, так и в южных областях, которые непосредственно примыкали к Воронежу, а также и на Урале. В короткий срок на юге Русского государства, в районе Липецка, возникают железоделательные заводы: Боринский (1693 г.), Липецкие – Верхний и Нижний (1700–1712 гг.), Кузьминский (1706 г.) и позже Новопетровский (1758 г.). Этому способствовали залежи железной руды, огромные лесные массивы, удовлетворяющие потребность в топливе, обильные запасы водной энергии. Реки, перехваченные плотинами, становились источником дешевой энергии, на которой работали железные заводы, использующие привод от водяного колеса. В ознаменование деятельности Петра I по созданию железных заводов в Липецке был воздвигнут в 1839 г. обелиск, в постамент которого вмонтирована чугунная плита с барельефом «Кующий Вулкан».
По мере развития металлургического производства выявляется потребность в повышении качества получаемого железа, и Петр I в 1722 г. издает указ, в соответствии с которым все выпускаемое железо следует проверять и клеймить специальными клеймами. Несколько позднее (в 1731 г.) издается правительственный указ о клеймении сибирского казенного железа: «Сибирское казенное железо клеймить четырьмя клеймами, а именно: 1) – имя того мастера, кто делал железо, 2) на котором заводе железо делано, 3) Российский герб, 4) имя браковщиково…» В результате петровских преобразований в России уже в 1736 г. на 21 новом металлургическом заводе насчитывались 101 доменная печь и более 470 кричных рычажных молотов, а в 1760-х гг. – уже свыше 120 металлургических и железоделательных заводов, производивших около 82 000 т чугуна и 49 000 т железа в год. В это время Россия занимает первое место в мире по производству чугуна и железа. Русское железо «Старый соболь» очень высоко ценилось на мировом рынке.
По мере развития тяжелой промышленности, судостроения и артиллерии существующее оборудование в конце XVIII в. уже не удовлетворяло технологические потребности. Необходимы были более мощные кузнечные машины с новыми видами привода и новые технологии. К этому времени великим изобретателем-самоучкой Иваном Ивановичем Ползуновым (1728–1766) уже была создана первая в мире «огнедействующая машина для заводских нужд», которую он рассматривал как «новый двигатель для всеобщего применения». В начале 1766 г. первая двухцилиндровая паровая машина Ползунова была испытана и показала «исправное машинное действие». Используя принцип действия машины И. Ползунова, английский инженер Д. Уатт (1736–1819) в 1784 г. получил патент на первый в мире паровой молот. Однако внедрение паровых молотов в промышленность связано с именем другого английского изобретателя машин и промышленника Джеймса Несмита (1808–1890), который в 1842 г. построил паровой молот с массой падающих частей 3 т. Вскоре его молоты стали применяться и на русских заводах: два паровых молота в 1848 г. начали работать на Екатеринбургской механической фабрике и Воткинском судостроительном заводе. Развитие молотового оборудования шло по пути увеличения массы падающих частей, что позволяло изготовлять крупные поковки для судостроения, артиллерии и различных заводских машин. В середине XIX в. на Обуховском и Пермском заводах были установлены самые мощные в мире молоты с массой падающих частей до 50 т (рис. 1.0.2). Модель такого молота экспонировалась в 1873 г. на Всемирной выставке в Вене.

Рис. 1.0.2. «Царь-молот» Мотовилихинского завода в Перми.
Где ковали якоря. Ковка якорей – наиболее сложный и ответственный вид работ, так как от прочности и надежности якоря зависела судьба корабля. Известно, что первый железный двурогий якорь был изобретен и откован скифом Анахарсисом в VII в. до н. э. из металла, полученного из керченской руды. До конца XVII в. якоря ковались вручную, а затем при помощи «водяных» молотов на якорных фабриках. Якорными мастерами славились Ярославль, Вологда, Казань, Городец, Воронеж, Лодейное Поле, а также многие города Урала. Известно, что якорные мастера Ярославля и Вологды отковали около 100 «больших двоерогих якорей» для судов морской флотилии, построенной по приказу Бориса Годунова.
Стремительное развертывание русского кораблестроения при Петре I повлекло за собой быстрое развитие металлургии и кузнечного дела. Якоря для кораблей ковали кузнецы, собранные со всех концов России. Особым указом Петр I запретил им ковать какие-либо изделия, не относящиеся к флоту, и обязал монастыри оплачивать их работу. Поставлять якоря должны были и кузнецы первых русских заводчиков – Демидова, Бутената, Нарышкина, Борина, Аристова и др. Позже в Новгородской и Тамбовской губерниях были учреждены «казенные железные заводы». Для первых фрегатов петровского флота, которые строились в 1702 г. на реках Свири и Паше, якоря ковали в Олонце, но в 1718 г. часть якорных кузниц из Олонца перевели в Ладогу, а оттуда в 1724 г. в Сестрорецк. В последние годы царствования Петра I на нужды флота работали уже десять государственных заводов: на севере страны – Петровский (к нему были приписаны города Белоозеро и Каргополь), Ижорский, Кончезерский, Устьрецкий, Повенецкий и Тырницкий; на юге – Липецкий, Боринский и Кузьминский.
После смерти Петра I якорное производство стало развиваться на Урале – на Воткинском, Серебрянском, Нижнетуринском и Ижевском заводах. Первый из них был основан в 1759 г. П. Шуваловым на реке Вотке при впадении в нее Березовки и Шаркана. Обилие лесов, рек и дешевой рабочей силы обеспечивали предприятию быстрое развитие, и оно превратилось в один из крупнейших горных заводов России XVIII в. Руды для изготовления сварочного железа доставлялись на Воткинский завод с горы Благодать по рекам Чусовой и Каме. На якоря шло самое лучшее сварочное железо. До 1850 г. на Воткинском заводе проварка всех частей якоря проводилась в горнах, но вскоре их заменили сварочными печами, которые топили дровами. Примерно в это же время на заводе появился паровой молот с массой падающих частей 4,5 т, что намного упростило и улучшило технологию изготовления якорей. В якорном цехе Воткинского завода в зависимости от заказов на якоря трудилось 250–350 человек. На каждом огне горна или печи в каждую смену работала артель из одного мастера, нескольких подмастерьев, двух – пяти рабочих, не считая занятых на подвозке угля. Завод выпускал якоря массой от 3 до 300 и более пудов. Тяжелые якоря этого завода массой 336 пудов (почти 5,5 т) устанавливали на большие линейные корабли. К концу XVIII в. крупнейшим на Урале становится Ижевский завод. В 1778 г. на нем было отковано 24 якоря массой 60–250 пудов, 134 553 пуда железа. В якорном производстве завода было занято 110 человек.

Рис. 1.0.3. Городская кузница.
Самые тяжелые адмиралтейские якоря (массой до 10 т) для линейных крейсеров «Бородино», «Измаил», «Кинбурн» и «Наварин» ковались в Ижоре, где в 1719 г. по указу Петра I были основаны Адмиралтейские заводы. Кузнечные молоты на этих заводах приводились в движение от водяных колес.
Кузнечное ремесло в Москве. О раннем периоде железного века Москвы можно судить по материалам археологических раскопок села Дьякова, расположенного на берегу реки Москвы (около села Коломенского), Кунцевского и Мамоновского городищ. Однако только при Юрии Долгоруком Москва становится городом с развитым ремеслом и торговлей. На Кремлевском мысу и на посаде развивается «городская основа жизни» (рис. 1.0.3). Здесь было развито металлургическое и кузнечное производство – археологами обнаружены домницы, сгустки шлака, крицы. Натерритории современного Зарядья раскопаны крупный цех (размером 6,5?4,5 м) кричного и литейного производства и участок для изготовления бронзовых булавочных головок, а у Китайгородской стены – литейно-кузнечная мастерская, в которой размещались домница и литейный участок.
По мере роста города все ремесла, связанные с огнем, из-за боязни пожаров постепенно вытесняются с территории Великого посада за реки Москву, Яузу, Неглинную, так как реки – хорошая защита города от пожара. На местах поселений создаются ремесленные слободы: кузнецов, литейщиков, гончаров и т. д.
С XVI в. московские кузнецы начинают работать на привозном железном сырье – укладе, который получали из Новгорода, Устюжны-Железнопольской, Серпухова и Тихвина. С этого же времени происходит разделение кузнецов на оружейников, бронников, замочников и т. п. Кузнецы-оружейники ковали «белое» (холодное) и огнестрельное оружие, плели кольчуги, а мастера-бронники ковали пластинки для доспехов. Впервые пластинчатый доспех – «брони дощатые» – упоминается в Ипатьевской летописи. Кованые выпуклые пластинки (200–600 штук) крепили на кожаные рубахи внахлест, что увеличивало общую толщину доспеха, а изогнутость пластин смягчала сабельные удары. В XV–XVI вв. происходит «слияние» кольчатых и пластинчатых доспехов. Шею и плечи воина закрывает стальное ожерелье, грудь – зерцало, а руки предохраняются железными наручами.
Мастера-бронники селились в отдельных «бронных» слободах, находившихся в районе современных Большой и Малой Бронных улиц, а город Бронницы известен уже в XV в. как поставщик доспехов в государево войско. Овысоком качестве работы московских кузнецов-оружейников можно судить по тому, что многие цари и князья имели оружие и доспехи «московского выкова». Так, в описи оружия и доспехов Бориса Годунова имелась следующая запись: «Рогатина московская, московское копье, панцири, шлемы». В Оружейной палате хранится подъягдташный нож князя Андрея Старицкого (младшего сына великого князя Ивана III) русской работы XVI в., лезвие ножа – булатное с золотой насечкой и русской надписью: «Князя Ондрея Ивановича, лет 7021», что в переводе на современное летоисчисление означает 1513 г. Известно, что булатные клинки ковали московские мастера Нил Просвита, Дмитрий Коновалов и Богдан Ипатьев. Высоко ценя кузнечное искусство, царь Алексей Михайлович посылал учеников «для учения булатных сабельных полос» в Астрахань. Шлемы московского выкова не только успешно конкурировали с западными, но и считались особо ценными доспехами в царской казне. Украшенные золотыми, серебряными или медными позолоченными накладками, они стоили дорого, и носили их в основном князья и бояре. При движении, как отмечают летописцы, шлемы сверкали и переливались в лучах солнца и производили впечатление «златых шеломов». Уникальным образцом русского кузнечного и ювелирного искусства можно считать булатный шлем (или «шапку иерихонскую»), который экспонируется в Оружейной палате. Это парадный шлем, выкованный знаменитым кремлевским кузнецом-оружейником Никитой Давыдовым (из Мурома) для царя Михаила Романова. Тулья из булатной стали украшена тончайшей золотой резьбой. Жемчугом и русскими самоцветами декорированы науши и козырек шлема. Спереди шлем украшен чеканным позолоченным челом, цветными эмалями и драгоценными камнями. А вокруг острия шлема идет поясок арабесок – арабское изречение из Корана. Перевел это изречение на русский язык крупнейший знаток арабского языка Т.Г.Черниченко: «И обрадуй верующих».
Кузнецов Москвы можно считать и родоначальниками отечественной артиллерии. Из летописи известно, что при обороне Москвы от орд хана Тохтамыша в 1382 г. русскими войсками была применена артиллерия: пушки, стрелявшие каменными ядрами, и «тюфяки», стрелявшие «дробом», т. е. картечью. Начиная с XV в. Москва становится крупным металлургическим и кузнечным центром. Здесь создается Пушечная изба, ставшая впоследствии первым в России металлургическим заводом с приводом механизмов от водоналивных колес. «В конце XV в. был построен большой по тому времени литейный завод – Пушечный двор. Он представлял собой литейно-кузнечное производство, с несколькими литейными амбарами и кузнечными мастерскими. Для приведения в движение всевозможных механизмов – мехов, молотов и т. п. – на реке Неглинной в XVII в. было поставлено несколько больших водоналивных колес, для чего она была перегорожена плотиной», – написано в путеводителе «По улицам Москвы» по поводу возникновения Пушечного двора, а по дошедшему до наших дней плану можно представить, как размещались мастерские (рис. 1.0.4). Н.И. Фальковский в книге «Москва в истории техники» дает описание этого крупнейшего в России оружейного завода: «Оборудование предприятия было следующее: имелся амбар, в котором находился большой молот, с большим стулом-наковальней, горн и два больших водяных меха. Имелся особый горн пушечных кузнецов с наковальней. В амбаре вертильном стояло шесть станков для сверления водой ружейных стволов… В кузнечном амбаре был большой молот да наковальни, где ковали водой ствольные доски. Кулак молота весил 245 кг, а наковальня – свыше 400 кг и устанавливалась на мощном деревянном постаменте – стуле. Заварная кузница имела 10 горнов. Среди инструмента находились: наковальня с развилинами для сгибания ствольных досок, десять ствольных сердечников (костылей), пять крюков, на которых сгибают стволы. Работало на заводе в то время 134 человека, среди них 14 пушечных кузнецов. Основной продукцией завода в те годы были пушки, ядра, различные виды холодного оружия. Пищали и пистоли русских оружейников отличались не только оригинальной отделкой, но и оснащались ударно-кремневым замком… Кроме того, делались заказы и для города – ковались языки для колоколов, оковы и различные узлы для станков и различных машин, ворота для Кремля и Белого города, различные изделия бытового и художественного назначения. С XV в. начинают изготавливать пушки из бронзы, а позднее из чугуна».

Рис. 1.0.4. Пушечный двор – первый крупный металлургический центр в России.
Начиная с XV в. московская рать уже не выступала в поход без артиллерии. Так, стены Казани не смогли противостоять разрушительному огню артиллерии войска Ивана Грозного. Петр I с юных лет интересовался оружейными заводами. Будучи в Москве, в один из праздников после торжественной службы и обеда с боярами отправился на Пушечный двор. Там он приказал стрелять из пушек в цель и метать бомбы, и, к ужасу бояр, сам поджег фитиль и выстрелил из пушки. Он потребовал указать самого опытного артиллериста, служившего в Пушечном приказе, у которого хотел учиться. Ив дальнейшем отсюда доставляли Петру I для учебных занятий пушечные припасы, «потешные огни» для фейерверков. «Пушечные кузнецы» работали не только на «дворе», но и в так называемых застенках в Спасском, Никольском монастырях, в мастерских при складах, а также в походах. В 1698 г. на Пушечном дворе была открыта первая артиллерийская школа. В 1648 г. на реке Яузе был построен филиал Пушечного двора – «Ствольная мельница», которая предназначалась для «ковки водою» пушечных мушкетных и карабинных стволов, железных досок, проволоки – «тянутого» и белого железа. Необходимо отметить, что технология изготовления артиллерийских орудий была очень сложной и ответственной. Вначале отковывали из крицы доски (рис. 1.0.5) – металлические листы толщиной до 10 мм (для пушек), шириной 1900 мм и длиной 1400 мм; затем подготавливали кромки для продольной и поперечной (торцовой) сварки; гнули доски в трубку на желобчатой наковальне или подкладке и сваривали на оправке продольный шов ствола внахлест. После этого осуществлялась торцовая сварка на оправке двух средних звеньев ствола и торцовая приварка к средним звеньям ствола крайних частей ствола, прилегающих к казеннику и к дульной трубке. Требования к качеству ковки стволов оговаривались специальным указом царя Михаила Федоровича от 1628 г.: «Пищали были бы для стрельбы казнисты и чтоб расседеин и задорин в тех пищалях не было и были б прямы, чтоб к стрельбе были цельны». К началу XVIII в. Пушечный двор был крупным металлургическим центром России, на котором работало около 500 человек. Однако развитие металлургических и оружейных заводов в Новгороде, Пскове, Устюжне-Железнопольской, Вологде, Туле и на Урале постепенно снижает значение Пушечного двора, и в конце XVIII в. он уже превращается в арсенал, а в 1802 г. его упраздняют: «16 апреля было повелено все хранившееся в нем вооружение сдать в Арсенал, строения разобрать и материалы использовать на постройку Каменного Яузского моста».


Рис. 1.0.5. Технология изготовления кованой пушки.
С XVII в. в Москве и других крупных городах страны начинается широкое строительство дворцово-парковых ансамблей, и многие кузнечные мастерские переключаются на изготовление больших и малых оград, оконных решеток, козырьков и наверший. Неповторимость старых московских улиц объясняется наличием большого количества ажурных кованых оград, балконных решеток и легких кружевных козырьков подъездов XVII–XIX вв. Знаменитые мастера классицизма, зодчие Москвы В. Баженов, О. Бове, М. Казаков, Д. Жилярди, И.Витали, представители модерна А. Эриксон, В. Валькотт, Ф. Шехтель, а также архитекторы советской школы А. Щусев, Д. Чечулин, В. Щуко широко использовали кованый металл при создании дворцов, особняков, домов и парков. Наиболее интересны по рисунку кованого металла выполненные в стиле московское барокко ограды второй половины XVIII в. (рис. 1.0.6). Мощные каменные столбы контрастируют с «легким и игривым» кованым узором (фото 1.0.2). Ярославские кузнецы, используя растительные мотивы, отковали ворота и ограду двора бывших палат боярина Волкова (фото 1.0.3), что в Большом Харитоньевском переулке, дом 21, но здесь рисунок уже полностью симметричен и составлен из сердцевидных изгибов стеблей – «червонок» (излюбленный мотив русского декоративного искусства XVIII–XIX вв.). Места переплетения закрываются красивыми штампованными розетками.




Рис. 1.0.6. Ограды храмов, выполненные в стиле московское барокко. XVIII в.
С XIX в. художники и архитекторы при проектировании оград начинают широко использовать промышленный сортовой прокат, в результате чего общий рисунок оград становится более строгим, преобладают прямые линии, навершия оформляются в виде шаров или пик. К этому периоду относятся выполненные в стиле московского классицизма ограды здания Московского Английского клуба (ныне Государственный центральный музей современной истории России) и старого здания Библиотеки им. В. И. Ленина (дом Пашкова). Изумительно смотрятся ажурные кованые решетки на фоне бывших дворцовых построек подмосковных усадеб Кусково, Кузьминки, Архангельское. Владея многочисленными кузнечно-слесарными мастерскими в городе Павлово-на-Оке, граф Шереметев трудом крепостных кузнецов украсил свою вотчину в Кускове шедеврами искусства. Оконная решетка грота (зодчий Ф. Аргунов) напоминает по рисунку растительность подводного царства (фото 1.0.4). Интересно отметить, что кузнецом в Кускове работал Иван Горбун – отец знаменитой актрисы Прасковьи Ивановны Ковалевой-Жемчуговой.
В Москве наибольшее число оград и решеток конца XIX – начала XX в. выполнено в стиле модерн. Асимметричные извивы кованых стеблей создают какой-то текучий орнамент из сливающихся, переплетающихся и перепутывающихся диковинных растений. Рисунок с решеток зачастую переходит на стену дома уже в камне или гипсе, разливается по всему фасаду и заканчивается мощными волнами на карнизе или в рисунке парапета крыши. В этом стиле выполнены решетки особняка в Кропоткинском переулке и гостиницы «Метрополь» (рис. 1.0.7 а, б ) и козырек гостиницы «Националь» (фото 1.0.5), большое число домов по улице Тверской-Ямской.

Рис. 1.0.7. Московские ограды в стиле модерн: а – особняк в Кропоткинском пер.; б – гостиница «Метрополь».
К этому классу относятся и балконная решетка дома 20 по улице Пречистенке (фото 1.0.6), и уникальная ограда особняка на Тверском бульваре, дом 25 (фото 1.0.7), ограды и балконные решетки Дома-музея М. Горького на Спиридоновке (фото 1.0.8). Подлинной кузнечной «симфонией» можно назвать кованый зонт над входом в бывшую аптеку № 1 на улице Никольской (фото 1.0.9). Зонт собран из сложных кузнечных изделий: сверху, словно свечки, выстроились витые шишечки с листочками и завитками, боковая и лицевая стенки зонта состоят из ромбовидной сетки с перехватами в узлах и гирляндой по нижнему краю. По углам свешиваются стилизованные бутончики, а по кронштейнам затейливо извиваются акантовые листья со спиралями. В подъезде этого дома установлены уникальные светильники в виде деревьев (фото 1.0.10).
Зонтик, раскрывшийся над входом в здание Российского гуманитарного университета на Никольской улице, выполнен в псевдоготическом стиле. Рисунок кованых элементов как бы вычерчен при помощи циркуля и линейки: прорезные трилистники, четырехлопастные розетки, стрельчатые арки. Железное кружево зонта как бы сливается с каменной резьбой пилястров здания и, «захватывая» стрельчатые окна, возносится к парапету крыши и навершиям.
Выйдя на Красную площадь и подойдя к Лобному месту, можно увидеть кованую калитку с ажурным рисунком в стиле ренессанса. Центральная часть звена решетки заполнена спиралью с фантастическим животным, ноги и хвост которого свиваются с основой решетки.
Московские кузнецы были первыми мастерами, начавшими изготовлять часы. Из древней русской летописи мы узнаем о строительстве первых в Московской Руси башенных часов: «…а наречется сей часник часомерье», и далее: «В лето 6912 (1404 г.)… князь Василий замыслил часник и поставил его на своем дворе». Смастерил часы ученый сербский монах Лазарь с мыса Афона, и были они установлены на одной из башен белокаменного Кремля. Башенные часы с боем и колокольной музыкой получили особенно широкое распространение в XVI и XVII вв. (рис. 1.0.8). Они ставились в больших монастырях, в городах. В конце XVI в. в Московском Кремле были установлены часы на трех башнях: Спасской, Тайницкой и Троицкой, а в начале XVII в. – на Никольской. В первой половине XVII в. в Москве под руководством английского механика Галовея велись работы по устройству новых больших часов на Спасской башне Кремля. Эти часы с движущимся циферблатом и со сложным устройством для колокольной музыки (куранты) получили большую известность. Чуть позднее мастер Оружейной палаты Петр Высоцкий установил башенные часы и в Коломенском над новыми каменными воротами. Эти часы имели сложный механизм для перемещения циферблата и молотковый привод на восемь «перечастных» колоколов.

Рис. 1.0.8. Первая московская часозвонница.
Следует отметить, что при создании часовых механизмов требовалась высокая точность в изготовлении большого количества сложных деталей и подгонке их друг к другу. Все детали механизма часов делали квалифицированные кузнецы. Вначале отковывали различные по размерам колеса и шестерни, валы и оси, из толстых кованых полос собирали раму. После этого отковывали большое число звеньев цепей, и начиналась кропотливая работа по сборке и отладке часов. Работы усложнялись тем, что размеры некоторых деталей доходили до 5 м и более, а масса их достигала десятков и сотен килограммов. И на таких колесах и шестернях необходимо было отковать строго определенное число зубьев с высокой точностью «по шагу». Таким образом, техника часового дела уже с XV в. потребовала теоретических знаний в области математики и астрономии, без которых нельзя было ни строить часы, ни регулировать их ход.
В конце XVIII – начале XIX вв. для Москвы был характерен не только рост крупных «металлических» предприятий, требовавших большого количества железа, чугуна, стали для производства различных изделий и конструкций, проволоки, гвоздей, рельс и т. д., но и рост числа кузниц. Городские кузницы делились на общественные и домовые. Общественные должны были пристраиваться одна к другой, образуя Кузнечный ряд. Домовые кузницы обычно размещались на отдельных участках и были деревянными, каменными или комбинированными, одноэтажными или двухэтажными. На первом этаже размещались сами кузницы, на втором – жилые помещения.
Здравствуйте, уважаемые читатели! Одним из старейших ремесел Беларуси является кузнечное ремесло. В сельской кузнице настоящие мастера своего дела изготавливали гвозди и подковы, косы и серпы, лопаты и ножи. У славянских народов кузнечное дело считалось таинственным занятием, а покровителем кузнецов в их мифологии был бог огня Сварог. Самым распространенным изделием, изготавливаемым кузнецами была подкова, которая и сейчас еще в народе считается амулетом и оберегом. Причем, в разных местах дома подкова оберегает от разных напастей: прибитая концами вверх над дверью не пропустит в дом зло, над кроватью – избавит от дурного сна, а размещенная в дымоходе не даст влететь ведьме.
 Зарождение кузнечного ремесла относится к далекой древности, а если быть более точным, то первые кузнецы появились в железном веке. Уже тогда люди заметили, что при нагревании определенной горной породы она начинает плавиться. Постепенно овладевали навыками обработки металла, построили первую кузницу. Уже в III тысячелетии до н. э., в древней шумерской цивилизации профессия кузнеца была весьма распространенной. На территории Беларуси кузнечным ремеслом начали заниматься с VII — VI века до н. э.
Зарождение кузнечного ремесла относится к далекой древности, а если быть более точным, то первые кузнецы появились в железном веке. Уже тогда люди заметили, что при нагревании определенной горной породы она начинает плавиться. Постепенно овладевали навыками обработки металла, построили первую кузницу. Уже в III тысячелетии до н. э., в древней шумерской цивилизации профессия кузнеца была весьма распространенной. На территории Беларуси кузнечным ремеслом начали заниматься с VII — VI века до н. э.
Широко востребованы кузницы были до середины ХХ века, пока их полностью не заменили заводы и фабрики. Тем не менее, кузнецы и кузницы дошли и до наших дней. Ковка сейчас является эксклюзивной и неповторимой, а кованные в кузницах изделия — единичным уникальным товаром.
В большинстве случаев это небольшое помещение из бревен не имеющее потолка и с земляным полом. Чтобы повысить пожарную безопасность стены кузницы могли быть оштукатурены. Основное место в кузнице принадлежит кузнечному горну, так как именно в нем металл становится мягким и податливым материалом. На рабочей поверхности горна горит огонь (дрова, древесный или каменный уголь) в который для разогрева помещаются металлические заготовки. Воздух в зону горения обычно нагнетается кузнечными мехами, имеющими ручной или ножной привод.
Накалившуюся металлическую заготовку держат клещами или щипцами, а молотом придают ей желаемую форму. Достаточно горячим для обработки металл остается только одну-две минуты, поэтому для кузнеца очень важным качеством является сноровка. Установленная на массивный деревянный чурбак наковальня, как правило, находится в центре помещения недалеко от горна. Это главный инструмент кузнеца. Около наковальни ставят сосуд с водой или растительным маслом, в котором кузнец закаливает свои изделия.
В процессе работы кузнецы изготавливали большое количество предметов, необходимых человеку. Это и такие простые изделия как ножи, подковы, обручи, гвозди, серпы, косы, которые не требовали в изготовлении специальных приемов. Их в одиночку мог сделать каждый кузнец. Для более сложных изделий: цепей, клинкового оружия, наконечников стрел, кольчуг, шлемов требовались особые приемы в работе и посторонняя помощь. Помощники профессионального кузнеца одновременно были его учениками. Основы ремесла они постигали на протяжении длительного периода от 3 до 10 лет. Лишь только тогда ученик становился подмастерьем. Чтобы получить статус мастера требовалось еще некоторое время работы у других ремесленников.
Древняя Русь в средневековом мире широко славилась своими умельцами. Поначалу у древних славян ремесло носило домашний характер — каждый выделывал для себя шкуры, дубил кожи, ткал полотно, лепил глиняную посуду, изготовлял оружие и орудия труда. Затем ремесленники стали заниматься только определенным промыслом, готовили продукты своего труда для всей общины, а остальные ее члены обеспечивали их продуктами сельского хозяйства, мехами, рыбой, зверем. И уже в период раннего средневековья начался выпуск продукции на рынок. Сначала он носил заказной характер, а затем товары стали поступать в свободную продажу.
В русских городах и больших селах жили и трудились талантливые и умелые металлурги, кузнецы, ювелиры, гончары, ткачи, камнерезы, сапожники, портные, представители десятков других профессий. Эти простые люди внесли неоценимый вклад в создание экономического могущества Руси, ее высокой материальной и духовной культуры.
Имена древних ремесленников, за малым исключением, нам неизвестны. За них говорят предметы, сохранившиеся от тех далеких времен. Это и редкие шедевры, и повседневные вещи, в которые вложен талант и опыт, умение и смекалка.
Первыми древнерусскими ремесленниками-профессионалами были кузнецы. Кузнец в былинах, преданиях и сказках является олицетворением силы и мужества, добра и непобедимости. Железо тогда выплавляли из болотных руд. Добыча руды производилась осенью и весной. Ее сушили, обжигали и везли в металлоплавильные мастерские, где в специальных печах получали металл. При раскопках древнерусских поселений часто находят шлаки — отходы металлоплавильного процесса — и куски железистой крицы, которые после энергичной проковки становились железными массами. Обнаружены и остатки кузнечных мастерских, где встречены части горнов. Известны погребения древних кузнецов, которым в могилы положили их орудия производства — наковальни, молотки, клещи, зубила.

Древнерусские кузнецы снабжали землепашцев сошниками, серпами, косами, а воинов-мечами, копьями, стрелами, боевыми топорами. Все, что необходимо было для хозяйства — ножи, иглы, долота, шилья, скобели, рыболовные крючки, замки, ключи и многие другие орудия труда и бытовые вещи, — изготавливали талантливые умельцы.
Особого искусства достигли древнерусские кузнецы в производстве оружия. Уникальными образцами древнерусского ремесла Х века являются предметы, обнаруженные в погребениях Черной Могилы в Чернигове, некрополей в Киеве и других городах.

Необходимой частью костюма и убора древнерусского человека, как женщины, так и мужчины, были различные украшения и амулеты, сделанные ювелирами из серебра и бронзы. Именно поэтому частой находкой в древнерусских постройках являются глиняные тигельки, в которых плавили серебро, медь, олово. Затем расплавленный металл разливали по известняковым, глиняным или каменным формочкам, где был вырезан рельеф будущего украшения. После этого на готовое изделие наносился орнамент в виде точек, зубчиков, кружочков. Различные привески, поясные бляшки, браслеты, цепочки, височные кольца, перстни, шейные гривны — вот основные виды продукции древнерусских ювелиров. Для украшений ювелиры использовали различную технику — чернь, зернь, скань-филигрань, тиснение, эмаль.
Техника чернения была довольно сложной. Сначала готовилась «черневая» масса из смеси серебра, свинца, меди, серы и других минералов. Затем этим составом наносился рисунок на браслеты, кресты, кольца и другие ювелирные изделия. Чаще всего изображали грифонов, львов, птиц с человеческими головами, различных фантастических зверей.
Совсем других методов работы требовала зернь: маленькие серебряные зернышки, каждое из которых в 5-6 раз меньше булавочной головки, припаивались к ровной поверхности изделия. Какого труда и терпения, например, стоило напаять 5 тысяч таких зернышек на каждый из колтов, что найдены при раскопках в Киеве! Чаще всего зернь встречается на типично русском украшении — лунницах, которые представляли собой подвески в виде полумесяца.
Если вместо зернышек серебра на изделие напаивались узоры из тончайших серебряных, золотых проволочек или полосок, то получалась скань. Из таких нитей-проволочек создавался подчас невероятно затейливый рисунок.
Применялась и техника тиснения на тонких золотых или серебряных листах. Их сильно прижимали к бронзовой матрице с нужным изображением, и оно переходило на металлический лист. Тиснением выполняли изображения зверей на колтах. Обычно это лев или барс с поднятой лапой и цветком в пасти. Вершиной древнерусского ювелирного мастерства стала перегородчатая эмаль.
Эмалевой массой служило стекло со свинцом и другими добавками. Эмали были разных цветов, но особенно любили на Руси красный, голубой и зеленый. Украшения с эмалью проходили сложный путь, прежде чем стать достоянием средневековой модницы или знатного человека. Сначала на будущее украшение наносили весь рисунок. Потом на него накладывали тончайший лист золота. Из золота же нарезали перегородки, которые припаивали к основе по контурам рисунка, а пространства между ними заливали расплавленной эмалью. Получался изумительный набор красок, игравший и блиставший под солнечными лучами разными цветами и оттенками. Центрами производства украшений из перегородчатой эмали были Киев, Рязань, Владимир..
А в Старой Ладоге в слое VIII века при раскопках обнаружен целый производственный комплекс! Древние ладожане соорудили вымостку из камней — на ней и были найдены железные шлаки, заготовки, отходы производства, обломки литейных форм. Ученые полагают, что здесь когда-то стояла металлоплавильная печь. Найденный тут же богатейший клад ремесленных инструментов, видимо, связан с этой мастерской. В составе клада двадцать шесть предметов. Это семь маленьких и больших клещей — они использовались в ювелирном деле и обработке железа. Для изготовления ювелирных изделий применялась миниатюрная наковаленка. Древний слесарь активно пользовался зубилами — их здесь найдено три. С помощью ювелирных ножниц резали листы металла. Сверлами проделывали отверстия в дереве. Железные предметы с отверстиями служили для вытягивания проволоки при производстве гвоздей и ладейных заклепок. Найдены также ювелирные молоточки, наковаленки для чеканки и тиснения орнаментов на украшениях из серебра, бронзы. Здесь же обнаружены и готовые изделия древнего ремесленника, — бронзовое кольцо с изображениями человеческой головы и птиц, ладейные заклепки, гвозди, стрела, клинки ножей.
Находки на городище Новотроицком, в Старой Ладоге и других поселениях, раскопанных археологами, говорят о том, что уже в VIII веке ремесло начало становиться самостоятельной отраслью производства и постепенно отделяться от сельского хозяйства. Это обстоятельство имело важное значение в процессе образования классов и создания государства.

Если для VIII столетия мы знаем пока лишь единичные мастерские, а в целом ремесло носило домашний характер, то в следующем, IX веке их число значительно увеличивается. Мастера производят теперь продукцию не только для себя, своей семьи, но и для всей общины. Постепенно укрепляются дальние торговые связи, различные изделия продаются на рынке в обмен на серебро, меха, продукты сельского хозяйства и другие товары.
На древнерусских поселениях IX-Х веков археологи раскопали мастерские по производству глиняной посуды, литейные, ювелирные, косторезные и другие. Совершенствование орудий труда, изобретение новой технологии делало возможным для отдельных членов общины в одиночку изготавливать различные вещи, необходимые в хозяйстве, в таком количестве, что их можно было продавать.
Развитие земледелия и отделение от него ремесла, ослабление родовых связей внутри общин, рост имущественного неравенства, а затем и появление частной собственности — обогащения одних за счет других — все это формировало новый способ производства — феодальный. Вместе с ним постепенно возникало и раннефеодальное государство на Руси.
Ковка металла на Руси

На Руси железо было известно еще ранним славянам. Самый старый метод обработки металла – это ковка. Сначала древние люди били колотушками губчатое железо в холодном состоянии, чтобы «выжать из него соки», т.е. удалить примеси. Затем они догадались нагревать металл и придавать ему нужную форму. В X – XI веках благодаря развитию металлургии и других ремесел у славян появились соха и плуг с железным лемехом. На территории древнего Киева археологи находят серпы, дверные замки и другие вещи, сделанные руками кузнецов, оружейников и ювелиров.
В XI веке металлургическое производство уже имело большое распространение, и в городе, и в деревне. Русские княжества располагались в зоне рудных месторождений, и кузнецы почти повсеместно были обеспечены сырьем.. На ней работали небольшие заводики с полумеханизированным процессом дутья — мельничьим приводом. Первым сыродутным горном был обычный очаг в жилище. Специальные горны появились позднее. В целях пожарной безопасности их располагали у края городищ. Ранние печи представляли собой густо обмазанные глиной круглые ямы диаметром в один метр, вырытые в земле. Их народное название — «волчьи ямы». В X веке появились наземные печи, воздух в которые нагнетался с помощью кожаных мехов.
Меха раздувались вручную. И эта работа делала процесс варки очень тяжелым. Археологи до сих пор находят на городищах признаки местной выработки металла — отходы сыродутного процесса в виде шлаков. По окончании «варки» железа домницу ломали, удаляли посторонние примеси и ломом извлекали из печи крицу. Горячая крица захватывалась клещами и тщательно проковывалась. Проковка удаляла с поверхности крицы частицы шлака и устраняла пористость металла. После проковки крицу снова нагревали и снова клали под молот. Эта операция повторялась несколько раз. Для новой плавки верхняя часть домницы реставрировалась или строилась заново. В более поздних домницах передняя часть уже не ломалась, а разбиралась, и расплавленный металл стекал в глиняные емкости.
Но, несмотря на широкое распространение сырья, выплавка железа производилась далеко не на каждом городище. Трудоемкость процесса выделила кузнецов из общины и сделала из них первых ремесленников. В древности кузнецы сами плавили металл, а затем его ковали. Необходимые принадлежности кузнеца — горн (плавильная печь) для нагрева крицы, кочерга, лом (пешня), железная лопата, наковальня, молот (кувалда), разнообразные клещи для извлечения из горна раскаленного железа и работы с ним — набор инструментов, необходимых для плавильных и ковочных работ. Техника ручной ковки почти не менялась до XIX века, но подлинных древних кузниц истории известно еще меньше, чем домниц, хотя археологи периодически обнаруживают в городищах и курганах много кованых железных изделий, а в погребениях кузнецов их инструменты: клещи, молот, наковальню, литейные принадлежности.
Письменные источники не сохранили до нас технику ковки и основные технические приемы древнерусских кузнецов. Но исследование старинных кованых изделий позволяет историкам говорить о том, что древнерусским кузнецам были известны все важнейшие технические приемы: сварка, пробивание отверстий, кручение, клепка пластин, наваривание стальных лезвий и закалка стали. В каждой кузнице, как правило, работало два кузнеца — мастер и подмастерье. В XI-XIII вв. литейное дело частично обособилось, и кузнецы занялись непосредственно ковкой железных изделий. В Древней Руси кузнецом назывался любой мастер по металлу: «кузнец железу», «кузнец меди», «кузнец серебру».
Простые кованые изделия изготавливались с помощью зубила. Применялась также технология использования вкладыша и наваривания стального лезвия. К наиболее простым кованым изделиям можно отнести: ножи, обручи и дружки для ушатов, гвозди, серпы, косы, долота, шилья, лопаты и сковороды, т.е. предметы, не требующие специальных приемов. Их мог изготовить любой кузнец в одиночку. Более сложные кованые изделия: цепи, дверные пробои, железные кольца от поясов и от сбруи, удила, светцы, остроги, — уже требовали сварки, которую осуществляли опытные кузнецы с помощью подмастерья.
Мастера производили сварку железа, нагревая его до температуры 1500 град С, достижение которой определяли по искрам раскаленного добела металла. Зубилом пробивали отверстия в ушках для ушатов, лемехах для сох, мотыгах. Пробойником делали отверстия в ножницах, клещах, ключах, лодочных заклепках, на копьях (для скрепления с древком), на оковках лопат. Эти приемы кузнец мог осуществлять только с помощью помощника. Ведь ему необходимо было держать клещами раскаленный кусок железа, что при небольших размерах тогдашних наковален было нелегко, держать и направлять зубило, бить по зубилу молотом.
Сложным было изготовление топоров, копий, молотков и замков. Топор выковывали с применением железных вкладышей и навариванием полос металла. Копья ковали из большого треугольного куска железа. Основание треугольника закручивали в трубку, вставляли в нее конический железный вкладыш и после этого сваривали втулку копье и выковывали рожон. Железные котлы делали из нескольких больших пластин, края которых склепывались железными заклепками. Операция кручения железа применялась для создания винтов из четырехгранных стержней. Приведенный выше ассортимент кузнечных изделий исчерпывает весь крестьянский инвентарь, необходимых для постройки дома, сельского хозяйства, охоты и обороны. Древнерусские кузнецы X-XIII вв. владели всеми основными техническими приемами обработки железа и на целые столетия определили технический уровень деревенских кузниц.
Основная форма серпа и косы с короткой рукояткой были найдены в IX-XI веках. Древнерусские топоры претерпели значительное изменение и к X-XIII вв. обрели форму, близкую к современной. Пила в деревенском зодчестве не употреблялась. Для плотничных работ широко применялись железные гвозди. Их почти всегда находят в каждом погребении с гробом. Гвозди имели четырехгранную форму с отогнутым верхом. К IX-X веков в Киевской Руси уже существовало ремесло вотчинное, деревенское и городское. В XI век русское городское ремесло вступило с богатым запасом технических навыков. Деревня и город были до того времени еще совершенно разобщены. Обслуживаемая ремесленниками деревня жила небольшим замкнутым мирком. Район сбыта продукции был крайне мал: 10-15 километров в радиусе.
Городские кузнецы были более искусными мастерами, чем деревенские. При раскопках древнерусских городов оказалось, что почти каждый городской дом был жилищем ремесленника. С начала существования Киевского государства они проявляли высокое мастерство ковки из железа и стали самых различных предметов – от тяжелого лемеха и шлема с узорчатым железным кружевом до тонких игл; стрел и клепаных миниатюрными заклепками кольчужных колец; оружие и бытовой инвентарь из курганов IX-X вв. Помимо кузнечного ремесла они владели слесарным и оружейным делом. Все эти ремесла имеют некоторое сходство в способах обработки железа и стали. Поэтому достаточно часто ремесленники, занимавшиеся одним из этих ремесел, сочетали его с другими. В городах техника варки железа была более совершенна, чем в деревне. Городские кузницы, так же как и домницы, обычно располагались на окраине города. Оборудование городских кузниц отличалось от деревенских — большей сложностью.
Городская наковальня позволяла, во-первых, отковывать вещи, имеющие пустоту внутри, например, племя, втулки копий, кольца, а самое главное – она допускала применение ассортимента фигурных подкладок для поковок сложного профиля. Такие подкладки широко применяются в современном кузнечном деле при выковке кривых поверхностей. Некоторые кованые изделия, начиная с IX-X вв., носят следы обработки при помощи таких подкладок. В тех случаях, когда требовалась двусторонняя обработка, очевидно, применялись и подкладка и зубило-штамп одинакового профиля, чтобы поковка получалась симметричной. Подкладки и штампы применялись и при изготовлении боевых топоров.
Ассортимент молотков, кузнечных клещей и зубил у городских кузнецов был разнообразнее, чем у их деревенских собратьев: от небольших — до огромных. Начиная с IX-X вв. русские мастера для обработки железа применяли напильники. Древнерусские городские кузницы, слесарные и оружейные мастерские в X-XIII вв. имели: горны, меха, простые наковальни, наковальни с отрогом и вырезом, вставки в наковальню (различного профиля), молотки-кувалды, молотки ручники, молоты-секачи (для перерубания) или зубила, молоты-пробойники (бородки), ручные зубила, ручные пуансоны, клещи простые, клещи с крючьями, клещи малые, тиски (примитивного типа), напильники, точила циркульные. При помощи этого разнообразного инструмента, не отличающегося от оборудования современных кузниц, русские мастера готовили множество различных вещей.
В их числе сельскохозяйственные орудия (массивные плужные лемехи и сошники, плужные ножи, косы, серпы, топоры, медорезки); инструменты для ремесленников (ножи, тесла, долота, пила, скобели, ложкари, пуансоны и фигурные молоточки чеканщиков, ножи к рубанкам, кронциркули для орнаментации кости, ножницы и др.); бытовые предметы (гвозди, ножи, окованные ковчежцы, дверные пробои, скобы, кольца, пряжки, иглы, безмены, гирьки, котлы, очажные цепи, замки и ключи, корабельные заклепки, кресала, дужки и обручи ведер и др.); оружие, доспехи и сбруя (мечи, щиты, стрелы, сабли, копья, боевые топоры, шлемы, кольчуги, удила, шпоры, стремена, плети, подковы, арбалеты). Первоначальная полная замкнутость ремесленников начинает нарушаться.
Особое развитие получило производство оружия и военных доспехов. Мечи и боевые топоры, колчаны со стрелами, сабли и ножи, кольчуги и щиты вырабатывались мастерами-оружейниками. Изготовление оружия и доспехов было сопряжено с особенно тщательной обработкой металла, требовало умелых приемов в работе. Хотя и бытовавшие на Руси в IX-X веках мечи – в основном франкские клинки, археологи, тем не менее, в своих раскопках обнаруживают наличие ремесленников-оружейников в составе русских горожан IX-X веков. В ряде погребений были обнаружены связки кованых колец для железных кольчуг, часто встречающихся в русских дружинных курганах с IX века. Древнее название кольчуги – броня – часто встречается на страницах летописи. Изготовление кольчуг было трудоемким делом.
Технологические операции включали: ковку железной проволоки, сварку, соединение и клепку железных колец. Археологами обнаружено погребение кольчужного мастера X века. В IX-X веках кольчуга становится обязательной принадлежностью русского доспеха. Древнее название кольчуги – броня – часто встречается на страницах летописи. Правда, о происхождении русских кольчуг высказываются мнения о получении их или от кочевников или из стран Востока. Те не менее, арабы, отмечая наличие кольчуг у славян, не упоминают о ввозе их извне. А обилие кольчуг в дружинных курганах может свидетельствовать о том, что в русских городах работали кольчужные мастера. Тоже относится к шлемам. Русские историки считают, что варяжские шлемы слишком резко отличались своей конической формой. Русские шлемы-шишаки склепывались из железных клиновидных полос.
К такому виду шлемов принадлежит известный шлем Ярослава Всеволодовича, брошенный им на поле Липецкой битвы 1216 г. Он является прекрасным образцом русского оружейного и ювелирного дела XII-XIII веков. Традиция сказалась в общей форме шлема, но в техническом отношении он сильно отличается от шлемов IX-X веков. Весь корпус его выкован из одного куска, а не склепан из отдельных пластин. Это сделало шлем значительно более легким и прочным.

От мастера-оружейника требовалось еще больше умения. Образцом ювелирной работы в оружейной технике XII-XIII веков является, как полагают, легкий стальной топорик князя Андрея Боголюбского. Поверхность металла покрыта насечками и на эти насечки (в горячем состоянии) набито листовое серебро, поверх которого нанесен орнамент гравировкой, позолотой и чернью. Овальные или миндалевидные щиты делались из дерева с железной сердцевиной и железными оковками.
Особое место в кузнечном и оружейном деле занимала сталь и закалка стальных изделий. Даже среди деревенских курганных топоров XI-XIII веков встречается наваренное стальное лезвие. Твердость стали, гибкость, легкая свариваемость и способность воспринимать закалку были хорошо известны еще римлянам. Но наварка стали всегда считалась труднейшим делом во всей кузнечной работе, т.к. железо и сталь имеют различную сварочную температуру. Закалка стали, т.е. более или менее быстрое охлаждение раскаленного предмета в воде или иным способом, тоже хорошо известна древним кузнецам Руси. Городское кузнечное дело отличалось разнообразием технических приемов, сложностью оборудования и множеством специальностей, связанных с этим производством. В XI-XIII веках городские мастера работают на широкий рынок, т.е. производство становится массовым.
Список городских ремесленников включает кузнецов по железу, домников, оружейников, бронников, щитников, мастеров по изготовлению шлемов, мастеров по изготовлению стрел, замочников, гвоздочников. В XII веке развитие ремесла продолжается. В металле русские мастера воплотили причудливую смесь христианских и архаичных языческих образов, сочетав все это с местными русскими мотивами и сюжетами. В технике ремесла продолжаются усовершенствования, направленные на увеличение массовости продукции. Посадские мастера подражают изделиям придворных мастеров. В XIII веке создается ряд новых ремесленных центров со своими особенностями в технике и стиле.
Но никакого упадка ремесла со второй половины XII века, как это иногда утверждается, мы не наблюдаем ни в Киеве, ни в других местах. Наоборот, культура растет, охватывая новые области и изобретая новые технические приемы. Во второй половине XII века и в XIII веке, несмотря на неблагоприятные условия феодальной раздробленности, русское ремесло достигло наиболее полного технического и художественного расцвета. Развитие феодальных отношений и феодальной собственности на землю в XII – первой половине XIII в. вызвало изменение формы политического устройства, нашедшего свое выражение в феодальной раздробленности, т.е. создании относительно самостоятельных государств-княжеств. В этот период кузнечно-слесарное и оружейное дело, ковка и штамповка продолжали развиваться во всех княжествах. В богатых хозяйствах все больше стало появляться плугов с железными лемехами. Мастера ищут новые приемы работы. Новгородские мастера оружейного дела в XII – XIII вв., применив новую технологию, стали изготовлять клинки сабель гораздо большей прочности, твердости и гибкости.
Интерес к кузнечному делу постоянно возрастает, а вот учебной литературы, в которой бы описывались технологические основы ковки, явно недостаточно. Надеемся, что этот материал в какой-то мере заполнит образовавшийся пробел и поможет начинающим кузнецам изучить основы ковки, а также приобщит их к беспокойному и творческому братству кузнецов-художников.ОСНОВНЫЕ СВЕДЕНИЯ О МЕТАЛЛЕ
При ковке изделий мастерам приходится иметь дело с материалами (сталями различных марок, цветными металлами, сплавами), которые имеют самые разнообразные физические, механические и технологические свойства.
Наиболее широко в кузнечных работах используется сталь - сплав железа с углеродом. В зависимости от количества углерода стали подразделяются на низко-углеродистые (до 0,25 %С),средне-углеродистые (0,25-0,6% С) и высокоуглеродистые (0,6-2 % С). Повышение содержания углерода увеличивает твердость и закаливаемость стали, но снижает теплопроводность и ковкость.
Из цветных металлов в кузнечном деле используют в основном медь и алюминий, а также их сплавы, например латуни (Л90, Л80, Л68, Л62 и др.), бронзы (БрОЦ4-3 и др.).
Все металлы и сплавы имеют поликристаллическое строение, то есть состоят из отдельных прочно сросшихся друг с другом зерен металла, между которыми располагаются в виде тонких прослоек неметаллические включения оксидов, карбидов и других соединений. Зерна, в свою очередь, также имеют кристаллическое строение, их размеры составляют 0,01-0,1 мм.
При ковке деформация протекает главным образом вследствие скольжения зерен относительно друг друга, так как связь между ними слабее, чем прочность самих зерен.
В результате ковки зерна металла вытягиваются в направлении течения металла, что ведет к образованию мелкозернистой строчечной структуры (чем мельче зерна металла, тем он прочнее). Одновременно вытягиваются неметаллические включения, что можно наблюдать даже невооруженным глазом.
Размеры зерна, а следовательно, и прочностные свойства металла- в значительной степени определяются температурным режимом ковки. Поэтому ковать металл следует в определенном интервале температур, чтобы измельченные в процессе деформирования зерна затем снова не выросли под действием высокой остаточной температуры. Каждый кузнец, чтобы получить из стали качественное изделие и придать ему соответствующие свойства с помощью термообработки, должен разобраться в диаграмме состояния железо - углерод. Рассмотрим фрагменты диаграммы, на которой по оси ординат отложена температура сплава, по оси абсцисс - содержание углерода в процентах (рис. 1).
Рис.1. Диаграмма состояния железо - углерод
Выше линии GS все стали имеют структуру аугтенита - однородного твердого металла, состоящего из одинаковых по составу и строению зерен.
При нагревании углеродистых сталей до температуры ниже критической линии РS=723 градуса С в них не происходит изменений структуры.
Нагрев заготовок. Это важная и ответственная операция, от которой зависят качество изделия и стойкость инструмента. Ковку, как правило, проводят, нагрев металл до так называемой ковочной температуры с целью повышения его пластичности и снижения сопротивления деформированию. Температурный интервал ковки зависит от химического состава и структуры обрабатываемого металла.
Следует также учитывать, что при нагреве углеродистых сталей происходит выгорание углерода с поверхностного слоя изделия на глубину до 2-4 мм, ведущее к снижению прочности и твердости стали, к ухудшению ее закаливаемости.
Ковать заготовку следует только тогда, когда она равномерно прогреется. Для каждой марки стали имеется свой температурный интервал ковки, то есть определены температуры начала ковки Тн и ее конца Тк. В результате нагрева металла несколько выше температуры Тн металл приобретает крупнозернистую структуру, его пластичность снижается. Нагрев металла до еще более высокой температуры приводит к неисправимому браку - пережогу, в результате чего металл при ковке разрушается.
При ковке заготовок, нагретых ниже температуры Тн, возможно образование трещин. Поэтому при ковке следует помнить пословицу: «Куй железо, пока горячо». То есть ковать металл необходимо в температурном режиме Тн- Тк (заштрихованная зона на диаграмме состояния железо - углерод). Температуру нагретого металла можно определить по цветам каления и побежалости, а марки стали - по искре (табл. 1-3).
Топливо. Для нагрева заготовок кузнецы применяют различные виды топлива: твердое, жидкое и газообразное.
Чаще всего для нагрева заготовок в кузницах используется каменный уголь. Причем желательно, чтобы уголь был черного цвета, блестящий, размеры его кусков приблизительно должны соответствовать размерам грецкого ореха. Кузнецы так и называют такой уголь - орешек. Часто применяется и кокс, который имеет высокую температуру сгорания. Можно использовать и дрова лиственных пород деревьев (дуб, ясень, береза и др.). Однако самым хорошим топливом является древесный уголь, бывший основным кузнечным топливом вплоть до середины XVIII в.
В настоящее время в кузнечных цехах широко применяются электропечи и печи, работающие на жидком или газообразном топливе.
Горны и печи. Основа стационарного горна -стол, где устраивается очаг для нагрева заготовок. В кузнице горн обычно устанавливают по центру стены, противоположной входу (основной стены). Высота стола горна определяется ростом кузнеца, удобством переноса заготовки из горна на наковальню и принимается равной 700- 800 мм; обычные размеры поверхности стола 1×1,5 или 1,5×2 м. Если предполагается изготавливать крупные предметы, такие, как ворота, решетки, то горн устанавливают на некотором расстоянии от стены и стол делают увеличенных размеров. Поверхность стола горна выкладывается из кирпича, пиленого камня, железобетона. Постамент делается в виде ящика, стенки которого сложены из бревен, досок, кирпича или камня, а внутренность заполнена битым мелким камнем, песком, глиной, горелой землей.

Таблица 1. Зависимость цвета каления заготовки от температуры нагрева

Таблица 2. Определение температуры нагрева по цветам побежалости
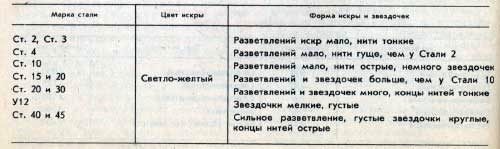
Таблица 3. Определение марок стали по искре
Центральное место стола занимает очаг, или горновое гнездо (иногда предусматриваются два очага). Горн, предназначенный для художественной ковки, обычно делается с центральным расположением очага. Размеры гнезда определяются назначением горна и размерами нагреваемых, заготовок. Центральное гнездо имеет в плане круглую или квадратную форму размером 200×200 или 400×400 мм и глубиной 100-150 мм.

Рис.2. Устройство фурмы
Рассмотрим устройство и принцип действия обычной фурмы нижнего дутья (рис. 2). Воздух (от вентилятора или мехов) подводится через патрубок в корпус фурмы и через чугунную колосниковую решетку попадает в зону горения. Регулирование количества подаваемого воздуха осуществляется заслонкой. Для очистки корпуса фурмы от золы и других отходов горения предназначена донная крышка.
Для создания пламени различного вида применяют колосниковые решетки с определенными формами отверстий для прохода воздуха. Так, равномерно расположенные круглые отверстия способствуют образованию цилиндрического факельного пламени, щелевые отверстия - узкого и удлиненного.
Над стационарным горном для сбора и отвода из кузницы дыма и газов устанавливается вытяжной зонт. Размеры нижнего входного отверстия зонта обычно соответствуют размерам стола горна. Зонты, как правило, изготовляют из листового железа толщиной 0,5 - 1,5 мм.

Рис.3. Оборудование для нагрева заготовок: стационарный металлический горн (слева): 1-вытяжная труба; 2-зонт; 3-бачок с водой для охлаждения инструмента; 4-рычаг для регулирования подачи воздуха; 5-воздухопровод; 6-заслонка; 7-конический наконечник; 8-фурма; 9-литой стол; 10-очаг; типы зонтов (справа): а,б-дымоход в стене; в-наружный боковой дымоход; г-наружный центральный дымоход
Как правило, зонты укрепляют над горном на высоте 500-600 мм от стола (рис. 3). Однако не всегда такая высота расположения зонта способствует максимальному удалению отходящих газов. Поэтому для лучшего улавливания дыма высоту зонта приходится определять опытным путем, учитывая особенности горна, например силу дутья.
В некоторых случаях зонты оснащаются опускающимися крыльями. Недостаток металлических зонтов - быстрое их прогорание.

Рис.4. Стационарный горн с кирпичным зонтом (слева): 1-бачок с водой; 2-водоохлаждаемая фурма; шахтный газовый горн (справа)
Более надежны и долговечны зонты, сложенные из огнеупорного кирпича (рис. 4). Однако такие зонты значительно тяжелее металлических, и для их устройства необходима металлическая рама из уголков или швеллеров, а иногда и дополнительные подпорки по углам.
Переносные горны применяются для нагрева заготовок небольшого размера. Переносной горн состоит из металлической рамы, на которой сверху крепится стол с очагом и вентилятором для подачи воздуха. Вентилятор приводится во вращение от ножной педали. Можно для нагрева заготовок использовать паяльную лампу, которую ставят в небольшую ямку, а рядом складывают печурку из огнеупорного кирпича (рис. 5).

Рис.5. Переносные горны с паяльной лампой
Заготовки закладывают в щель между кирпичами. Или же кирпичи ставят на торец, на них кладут колосниковую решетку, а на нее устанавливают печурку из четырех кирпичей, в которую засыпают уголь. Снизу размещается паяльная лампа с патрубком.

Рис.6. Переносной горн с пылесосом
Конструкция легкого переносного горна с бытовым пылесосом показана на рис. 6. Постамент горна сварен из уголков, а верхняя часть стола выложена из огнеупорного кирпича. На верхние горизонтальные уголки кладется фурма с зольником. На расстоянии 150 мм от фурмы к зольнику приваривают патрубок внутренним диаметром 30 мм, который соединяют с шлангом пылесоса. При этом необходимо иметь в виду, что шланг вставляется в этом случае не в нижнее, а в верхнее (нагнетающее) гнездо пылесоса. Нижнюю чашку пылесоса с фильтром снимают, а пылесос устанавливают на подставку. В тех случаях когда отсутствует электричество для привода вентилятора, можно использовать мехи.
Клинчатые мехи двойного действия дают спокойное дутье, в результате чего создается ровное пламя и заготовки нагреваются равномерно (рис.7).

Рис.7. Клинчатые мехи
В современных кузницах для дутья применяют различные вентиляторы с электроприводом.
РАБОЧЕЕ МЕСТО КУЗНЕЦА, ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Для кузнечных работ необходимо большое число разнообразных инструментов и приспособлений. Основной опорный кузнечный инструмент-наковальня (рис. 8).

Рис. 8. Наковальни и шпераки: а - безрогая, однорогая и двурогая наковальни (1 - лицо; 2 - квадратное отверстие; 3 - хвост; 4 - скобы; 5 - стул; 6 - лапы; 7 - конический рог; 8 - незакаленная площадка; 9 - круглое отверстие); 6 - шпераки (1 - вставляемый в наковальню; 2 - вбиваемый в землю; 3 - для мелких работ); в - переносная наковальня; г - наковальня, укрепленная на стуле
Современные наковальни изготовляют из стали 45Л методом литья массой от 10 до 270 кг. Наковальни бывают разных типов: безрогие, однорогие, двурогие. Наиболее удобна и универсальна в работе так называемая двурогая наковальня, приведенная на рис. 8, а (справа). Верхняя горизонтальная шлифованная плоскость у наковальни называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Боковые грани наковальни образуют с лицевой поверхностью угол 90°, ребра наковальни должны быть довольно острыми, без сколов и заминов. На ребрах проводят гибку и раздачу материала, а также некоторые вспомогательные операции.
Конический рог наковальни предназначен для радиусной гибки полос и прутков, а также для раскатки и сварки кольцевых заготовок.
С противоположной стороны от рога расположен хвост, используемый для гибки и правки замкнутых прямоугольных изделий. В районе хвоста квадратное отверстие размером 35×35 мм, которое применяется для установки подкладного инструмента - нижняков. Около рога расположено круглое отверстие диаметром 15-25 мм для пробивки отверстий в заготовках.
Снизу у наковальни лапы, необходимые для крепления наковальни (с помощью скоб) к деревянному стулу или металлической подставке. В качестве стула обычно используют массивный чурбан или пень (дубовый, кленовый, березовый) диаметром 500-600 мм. Когда нет возможности подобрать необходимый чурбан, то берут металлическую или деревянную бочку, набивают песком, глиной, землей, хорошо утрамбовывают, сверху кладут толстую деревянную прокладку, на которую и крепят наковальню.
Легкие переносные (походные) наковальни имеют специальные ножки.
Наковальни продаются в хозяйственных магазинах. Если наковальню купить не удалось, то на первое время ее можно заменить куском рельс или массивным прямоугольным металлическим бруском.
Большое внимание следует уделить установке стула, который должен стоять вертикально и не вибрировать. Для этого стул закапывают на глубину не менее 0,5 м, а землю вокруг него хорошо утрамбовывают. Высота стула зависит от роста кузнеца и обычно составляет 600-700 мм. Самая удобная для работы высота, когда кузнец, стоящий рядом с наковальней, не наклоняясь, достает до наличника слегка согнутыми пальцами.
Качественная наковальня издает высокий и чистый звук при легком ударе молотком, а молоток при этом отскакивает со звоном.
Для мелких работ кузнецы применяют наковальни
небольших размеров или специальные наковальни -
шпераки (рис. 8, б). Одни шпераки устанавливаются
своими четырехгранными хвостовиками в
квадратное отверстие наковальни, другие, имеющие
удлиненную вертикальную стойку, вбиваются
заостренным концом в деревянный чурбан или в землю.

Рис. 9. Ударный инструмент: 1-с шаровым задком; 2,4-с клиновидным односторонним задком; 3,6-с двусторонним продольным задком; 5-с двусторонним поперечным задком
К ударному инструменту относят молотки-ручники, боевые молоты и кувалды (рис. 9). Ручник - основной инструмент кузнеца, с помощью которого он кует небольшие изделия или управляет процессом ковки с молотобойцами.
Обычно ручники имеют массу 0,5-2 кг, но часто кузнецы применяют и более тяжелые молотки массой до 4-5 кг. Рукоятки ручников делают из древесины лиственных пород деревьев (граба, клена, кизила, березы, рябины, ясеня). Рукоятки должны быть гладкими, без трещин, удобно лежать в руке, длина их 350-600 мм.
Боевые молоты -это тяжелые молотки массой 10-12 кг, которыми молотобойцы работают двумя руками. Головки боевых молотов бывают с односторонним клиновидным задком, а также с двусторонним задком (продольным или поперечным). Нижняя рабочая поверхность головки (бой) предназначена для основной ковки, а верхний клиновидный задок - для разгона металла вдоль или поперек оси заготовки. Рукоятка молота изготовляется из тех же пород деревьев, что и у ручника; длина рукоятки подбирается в зависимости от массы головки молота, роста молотобойца и достигает 70-95 см.
Кувалда - тяжелый (до 16 кг) молот с плоскими бойками применяется при тяжелых кузнечных работах, где требуется большая ударная сила.
Все ударные инструменты должны быть максимально надежны, при этом особое внимание уделяется креплению рукоятки с головкой. Форма отверстия в головке молота - всада, куда вставляется рукоятка, - делается эллипсообразной и имеет двусторонний уклон 1:10 от середины к боковым граням. Это облегчает всаживание рукоятки в головку молота и обеспечивает надежное ее закрепление после забивки клина. Практикой установлено, что самыми надежными являются металлические заершенные клинья, которые входят на глубину, равную 2/3 ширины головки молота, и забиты под углом к продольной оси кувалды (молота).
При работе боевыми молотами используют три вида ударов: легкие (локтевые), средние, или плечевые (удар с плеча), сильные (навесные), когда молот описывает в воздухе полный круг. Навесными ударами работают молотобойцы при проковке заготовок большой массы и при кузнечной сварке массивных деталей (рис. 10).

Для улучшения качества изготовляемых изделий и повышения производительности кузнецы часто применяют различный подкладной инструмент, устанавливаемый под молот или на наковальню. Для работы под молот используются простые и фасонные кузнечные зубила, пробойники, гладилки и раскатки (рис. 11). На наковальню устанавливаются подсечки, конусные оправки, вилки для гибки, гвоздильни, различные скобы и приспособления для специальных видов ковки.

Рис. 11. Подкладной инструмент: а-зубила (1-для поперечной рубки холодного металла; 2-для поперечной рубки горячего металла; 3-для продольной рубки; 4-для рубки по радиусу; 5-для фасонной рубки); б-пробойник (изготовляют с круглым, квадратным и другими сечениями бородки); в-прошивни (1-конические; 2-цилиндрические); г-гладилки; д-раскатка
Применяется и парный подкладной инструмент, к которому относятся обжимки, подбойники, гвоздильни с шляпочными молотками, специальные штампы для фигурных изделий.
Рукоятки подкладного инструмента делают из дерева, толстой проволоки или упругого троса. Длина рукояток 500- 600 мм. Деревянные рукоятки забивают во всад головки не расклинивая. Это делают для того, чтобы вибрация и удары не передавались через рукоятку. Проволочную рукоятку закручивают вокруг головки в горячем состоянии, а рукоятку из троса заклинивают и запаивают во всаде.
Рассмотрим некоторые особенности подкладного инструмента..
Начнем с подкладного инструмента под молот. Зубила кузнечные подразделяются на зубила для рубки нагретых и холодных заготовок. Зубила для холодной рубки делают более массивными, с углом заточки ножа 60°, ножи у зубил для горячей рубки делаются более тонкими, с углом заточки 30° (рис. 11, а).
Форма ножа у зубил для художественной ковки делается либо прямолинейной, либо с кривизной в одной плоскости (или даже в двух плоскостях).
Зубила с прямым ножом изготовляют как для поперечной рубки, так и для продольной, с односторонней заточкой или двухсторонней. Нож зубила для поперечной рубки расположен параллельно оси рукоятки, а нож зубила для продольной рубки - перпендикулярно ручке. Односторонняя заточка зубила применяется в том случае, когда требуется получить срез с перпендикулярным торцом, а если у изделия допускается наклонный торец или нужна фаска, то необходимы зубила с двухсторонней заточкой. Зубила с притупленным ножом используют для нанесения различных орнаментов на изделия.
Зубила с кривизной ножа в горизонтальной плоскости служат для вырубки из листового материала различных криволинейных элементов, например цветов, акантовых листьев.
Фасонные зубила с двойной кривизной ножа применяются для вырубки каких-либо элементов из объемных заготовок.
Кузнецы при работе зубилом обязаны иметь в виду следующее: чтобы нож не тупился, под заготовку необходимо подложить прокладку (железный или медный лист). Кстати, прокладка предохранит лицо наковальни от повреждения.
При отрубке от заготовки части следует соблюдать некоторые правила. Так, начальные и завершающие удары по зубилу нужно наносить весьма осторожно: вначале - чтобы зубило правильно врезалось в заготовку, в конце - чтобы отрубаемая часть не улетела и не поранила кого-либо. Место, где производится отрубка, необходимо огородить сеткой.
Пробойники предназначены для пробивки отверстий, различных углублений в сравнительно тонких заготовках и для орнаментации изделий. В зависимости от формы пробиваемых отверстий сечение бородки (рабочей части пробойника) может быть круглым, овальным, квадратным, прямоугольным или фасонным (рис. 11, 6)..
Для пробивки отверстий в толстых заготовках применяют прошивни и специальные пуансоны, которые отличаются от пробойников тем, что не имеют рукояток и удерживаются клещами (рис. 11, в).
Из кузнечной практики известно, что для облегчения извлекания прошивня из пробиваемого отверстия в предварительно намеченное углубление подсыпают немного мелкого угля (в процессе прошивки газы, образующиеся из угля, способствуют выталкиванию инструмента).
Гладилки служат для выравнивания неровностей на поверхности поковки после обработки ее молотом. Гладилки бывают с плоскими и цилиндрическими рабочими поверхностями различных размеров и формы. Для выравнивания больших плоскостей обычно применяют гладилки с рабочей поверхностью размером 100×100 мм, для выравнивания небольших поверхностей - гладилки размером 50×50 мм. Гладилки с цилиндрической поверхностью необходимы для выравнивания галтелей и радиусных поверхностей (рис. 11, г.].
Раскатки предназначаются для ускорения раздачи (удлинения) металла вдоль и поперек оси заготовок, а также для выбивания цилиндрических пазов на заготовках и для орнаментации изделий (рис. 11, д).
Познакомимся с подкладным инструментом, установленным на наковальню. Такой инструмент снабжается хвостовиком квадратного сечения, который вставляется в соответствующее гнездо в наковальне (рис. 12).

Рис. 12. Подкладной инструмент, устанавливаемый на наковальне: 1-просечки; 2-конусные оправки; 3-вилка; 4-6-оправки
Подсечки применяют для рубки заготовок при помощи ручника. Заготовку накладывают на лезвие подсечки и, ударяя по ней ручником, отрубают необходимую часть. Угол заточки лезвия подсечки 60°. Следует помнить, что рубку заготовки нельзя доводить до конца, чтобы не испортить лезвие подсечки. Вначале проводят глубокую подрубку заготовки, а окончательное отделение части заготовки производят на краю наковальни легким ударом ручника.
Конусные оправки служат для расширения отверстий в поковке, раздачи колец и выполнения гибочных операций.
Вилки используют для гибки и завивки заготовок. Кроме того, к подкладным инструментам относятся различные оправки для ковки уклонов, гибки и кузнечной сварки звеньев цепи.

Рис. 13. Парный подкладной инструмент: а-обжимки (1-3) и подбойка (4); б-приспособления для высадки гвоздей, болтов, заклепок
Парный подкладной инструмент включает в себя нижний инструмент (нижних), который хвостовиком квадратного сечения вставляется в отверстие наковальни, и верхний инструмент (верхняк), имеющий рукоятку для держания (рис. 13, а).
К этой группе относят обжимки (для придания предварительно откованной заготовке правильной цилиндрической, прямоугольной или многогранной формы) и подбойки (для продольной или поперечной раздачи металла). Для специальных художественных работ применяются особые штампы с рельефами типа листьев, пик, розеток и т. п..
К подкладному инструменту можно отнести и гвоздильную плиту со специальными сквозными отверстиями разных размеров для высадки головок гвоздей, болтов и закрепок (рис. 13, б).
Для придания головке гвоздя, болта или заклепки необходимой формы (сферы, призмы, квадрата, шестигранника) применяют специальные шляпочные молотки.
Большую помощь при ковке художественных изделий окажет и массивная стальная плита - форма размером в плане примерно 300×400 мм и толщиной 150-200 мм, по четырем боковым граням которой имеются углубления различной конфигурации и размеров: полукруглые, треугольные, прямоугольные и т.д. Плита необходима при ковке различных фасонных элементов и применяется вместо подкладных штампов. На торцовых поверхностях формы имеются сквозные круглые, квадратные, треугольные и фасонные отверстия для пробивки отверстий при помощи специальных пробойников или пуансонов (рис. 14).
Для изготовления крупных художественных изделий типа оград, балконных решеток, козырьков, подъездов понадобится большая и толстая плита, на которой производятся сборка и правка изделий. В плите предусматриваются сквозные отверстия для установки штырей, болтов, упорных угольников и различных приспособлений для фасонной гибки профилей, сборки конструкций и других технологических операций.
Сборку художественных изделий сложной формы (с выпуклой поверхностью) удобно производить на плитах с соответствующей формой поверхности. Для сварки крупных изделий необходимо иметь специальные стеллажи.
Для работы с раскаленным металлом, конечно же, необходимы клещи. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Кузнечные клещи должны быть легкими, с пружинящими рукоятками, для надежного удержания поковок во время работы рукоятки клешей могут стягиваться специальным кольцом - шпандырем (рис. 15, а).

Рис. 15. Кузнечные клещи (а) и стуловые тиски (б): 1-рукоятка; 2-зажимное кольцо; 3-заклепки; 4-губки; 5-заготовка; 6-петля
Если клещи плотно не захватывают заготовку, то губки клещей нагревают в горне и, захватив ими заготовку, обжимают ручником..
Для зажима раскаленных заготовок служат стуловые
тиски (рис. 15,б) и различные струбцины. Крепятся
такие тиски мощными шурупами, болтами или заклепками
на основной опоре слесарного верстака или на
отдельном стуле - массивном бревне, хорошо
закрепленном в полу кузницы. Верхний уровень губок
обычно располагают на высоте 900 - 1000 мм от уровня
пола..
Для измерения заготовок и изделий в кузнице применяют стальные линейки длиной 250, 500 и 1000 мм, металлические метры, штангенциркули, угольники и др. Кроме того, кузнецы-художники при выполнении массовой продукции широко используют различные шаблоны и калибры, изготовленные из проволоки и листовых материалов (рис. 16).

Рис. 16. Контрольно-измерительный инструмент: а-штангенциркуль; б-кронциркули; в-нутромеры; г-комбинированный измерительный инструмент
Для ухода за горном кузницы понадобятся угольная лопата, кочерга, пика или ломик для пробивки спекшегося угля, метелка для очистки горна от мелкой угольной и шлаковой пыли, брызгало для смачивания угля при спекании купола (шапки) над очагом, щипцы для угля..
Необходимо отметить, что весь необходимый для ковки инструмент должен располагаться на специальном столике в непосредственной близости от рабочего места кузнеца. Высота стола 600-800 мм.
Кроме основного и вспомогательного инструмента, в кузнице всегда размещается ящик для сухого песка, стойка для хранения инструмента, емкости для воды, ящик для угля, стеллажи для хранения инструмента и металла, верстак для слесарной обработки изделий и т. д.
Хорошо, когда мастерская кузнеца-художника просторная, светлая, включает в себя несколько комнат для отдельных видов работ: эскизно-графических, слесарно-сборочных и кузнечно-сварочных. Кроме этого, желательно помещение для складирования материала, различных полуфабрикатов и др.
Для эскизно-графических работ понадобятся большие столы, так как некоторые элементы приходится прорисовывать в натуральную величину, кульман для вычерчивания отдельных узлов и деталей, а также различные подставки для планшетов, шкафы для хранения эскизов и рисунков.
Помещение для слесарно-сборочных работ снабжается слесарным верстаком с тисками, сверлильным станком, точилом и другим оборудованием, необходимым для сборки и отделки кованых изделий.
Ольга Дементьева Материал для папки передвижки «День птиц» Что может быть...

Как отследить почтовое отправление на сайт Для отслеживания посылки...

1.2 Расчёт затрат по эксплуатации оборудования Затраты на эксплуатацию...