Уход в отпуск с последующим увольнением по собственному желанию - это право...


Способность металла подвергаться различным видам деформации выявляют обычно при технологических испытаниях образцов. О результатах технологических испытаний металлов судят по состоянию их поверхности. Если после испытания на поверхности образца не обнаружены внешние дефекты, трещины, надрывы, расслоения или излом, то металл выдержал испытание.
Испытание на выдавливание применяют для определения способности листового металла подвергаться холодной штамповке и вытяжке. Образец закладываю]’ в специальный прибор, в котором пуансоном с шаровой поверхностью выдавливается лунка до появления первой трещины в металле.
Характеристикой пластичности металла является глубина лунки до разрушения металла.
Испытание на изгиб сварных швов проводят для определения вязкости сварного соединения, выполненного встык. Образец свободно устанавливают на двух цилиндрических опорах и подвергают изгибу до появления первой трещины. Характеристикой еязкости является величина угла изгиба.
Испытание на изгиб в холодном или нагретом состоянии проводится для определения способности листового металла принимать заданный по размерам и форме изгиб. Образцы для испытания вырезают из листа без обработки поверхностного слоя.
При толщине листового металла больше 30 мм испытание па изгиб обычно не проводят. Для осуществления пробы на изгиб применяют прессы или тиски.
Испытание на осадку в холодном состоянии применяют для определения способности металла принимать заданную по размерам и форме деформацию сжатия. Испытаниям подвергают прутки, направленные в копку и предназначенные для изготовления болтов, заклепок и и т. д. Образец должен иметь диаметр, равный диаметру испытуемого прутка, и высоту, равную двум диаметрам прутка. В этой пробе сбра- зец осаживают ударами кувалды до высоты, заданной техническими условиями.
Проба на расплющивание необходима для определения способности полосового, пруткового или листового металла принимать заданное расплющивание.
Проба навиванием проволоки диаметром до 6 мм предназначена для определения способности металла выдерживать заданное число витков. Проволоку навивают на оправку определенного диаметра. После навивки на проволоке не должно быть поверхностных дефектов.
Пробу на перегиб проволоки применяют для определения способности металла выдерживать повторный загиб и разгиб. Испытанию подвергают круглую проволоку и прутки диаметром 0,8-7 мм со скоростью около 60 перегибов в минуту до разрушения образца. Длина образца 100-150 мм.
Проба на двойной кровельный замок предназначена для определения способности листового металла толщиной менее 0,8 мм принимать заданную по размерам и форме деформацию. При испытании два листа соединяют двойным замком. Угол загиба, число загибов и разгибов замка указывают в технических условиях.
Проба на изгиб трубы диаметром не более 115 мм в холодном или горячем состоянии нужна для определения способности металла принимать заданный по размерам и форме загиб. Образец трубы длиной не менее 200 мм, заполненный сухим песком или залитый канифолью, загибают на 90° вокруг оправки, .радиус которой указывают в технических условиях.
Проба на сплющивание трубы необходимо для определения способности металла подвергаться деформации сплющивания. Образец длиной, равной примерно наружному диаметру трубы, сплющивают ударами молотка {молота, кувалды) или под прессом до размеров, указанных в технических условиях.
Для оценки способности материала воспринимать определенную деформацию в условиях, максимально приближенных к производственным, служат технологические испытания. Такие оценки носят качественный характер. Они необходимы для определения пригодности материала для изготовления изделий по технологии, предусматривающей значительную и сложную пластическую деформацию.
Для определения способности листового материала толщиной до 2 мм выдерживать операции холодной штамповки (вытяжки) применяют метод испытания на вытяжку сферической лунки с помощью специальных пуансонов, имеющих сферическую поверхность (ГОСТ 10510). Схема испытания приведена на рис. 9.3.
Рис. 9.3. Схема испытания на вытяжку сферической лунки по Эриксену
В процессе испытания фиксируется усилие вытяжки. Конструкция прибора предусматривает автоматическое прекращение процесса вытяжки в тот момент, когда усилие начинает уменьшаться (в материале появляются первые трещины). Мерой способности материала к вытяжке служит глубина вытянутой лунки.
Лист или ленту толщиной менее 4 мм испытывают на перегиб (ГОСТ 13813). Испытание проводят с помощью приспособления, изображенного на рис. 9.4.
Рис. 9.4. Схема испытания на перегиб
1 – рычаг; 2 – сменный поводок; 3 – образец; 4 – валики; 5 – губки; 6 - тиски
Образец изгибают вначале влево или вправо на 90 0 , а затем каждый раз на 180 0 в противоположную сторону. Критерием окончания испытания является разрушение образца или достижение заданного числа перегибов без разрушения.
Проволоку из цветных и черных металлов испытывают на скручивание (ГОСТ 1545) с определением числа полных оборотов до разрушения образцов, длина которых обычно составляет (– диаметр проволоки). Применяют также испытание на перегиб (ГОСТ 1579) по схеме, аналогичной испытанию листового материала. Проводят пробу на навивание (ГОСТ 10447). Проволоку навивают плотно прилегающими витками на цилиндрический стержень определенного диаметра (рис. 9.5).

Рис.9.5. Проба на навивание проволоки
Число витков должно быть в пределах 5…10. Признаком того, что образец выдержал испытание, является отсутствие после навивания расслоения, отслаивания, трещин или надрывов как в основном материале образца, так и в его покрытии.
Для труб с внешним диаметром не более 114 мм применяют пробу на загиб (ГОСТ 3728). Испытание заключается в плавном загибе отрезка трубы любым способом на угол 90 0 (рис. 9.6. а) так, чтобы его наружный диаметр ни в одном месте не стал меньше 85 % от начального. ГОСТ устанавливает величину радиуса загиба R в зависимости от диаметра трубы D и толщины стенки S . Образец считается выдержавшим испытание, если на нем после загиба не обнаружено нарушений сплошности металла. Образцы сварных труб должны выдерживать испытания при любом положении шва.
Испытание на бортование (ГОСТ 8693) применяют для определения способности материала труб образовывать фланец заданного диаметра (рис. 9.6.б). Признаком того, что образец выдержал испытание, служит отсутствие после отбортовки трещин или надрывов. Допускается отбортовка с предварительной раздачей на оправке.
Испытание на раздачу (ГОСТ 8694) выявляет способность материала трубы выдерживать деформацию при раздаче на конус до определенного диаметра с заданным углом конусности(рис. 9.6.в). Если после раздачи образец не имеет трещин или надрывов, то он считается выдержавшим испытание.
Для труб предусмотрены испытание на сплющивание до определенного размера (рис. 9.6.г), причем для сварных труб ГОСТ 8685 предусматривает положение шва (рис.9.6.д), испытание гидравлическим давлением.
Для испытания проволоки или прутков круглого и квадратного сечения, предназначенных для изготовления болтов, гаек и других крепежных деталей методом высадки, используют пробу на осадку (ГОСТ 8817). Стандарт рекомендует определенную степень деформации. Критерием годности является отсутствие трещин, надрывов, расслоений на боковой поверхности образца.

Рис. 9.6. Схемы испытаний труб:
а – на загиб; б – на бортование; в – на раздачу; г, д – на сплющивание
Для прутковых материалов широко применяется проба на изгиб: загиб до определенного угла (рис. 9.7.а), загиб до параллельности сторон (рис.9.7.б), загиб до соприкосновения сторон (рис. 9.7.в).

Рис. 9.7. Схемы испытаний на изгиб:
а – загиб до определенного угла; б – загиб до параллельности сторон; в – до соприкосновения сторон
ГОСТ 7564-97
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ
Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
Rolled products. General rules of sampling, rough specimens and test pieces selection for mechanical and technological testing
МКС 77.040
ОКСТУ 0908
Дата введения 1999-01-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией, Межгосударственным техническим комитетом по стандартизации МТК 120 "Чугун, сталь, прокат"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12 от 21 ноября 1997 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная Государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Госстандарт Украины |
3 Стандарт соответствует международному стандарту ИСО 377-1-89 "Отбор и подготовка проб и образцов из стали, обработанной давлением. Часть 1. Пробы и образцы для механических испытаний" в части отбора проб и подготовки образцов для механических испытаний
4 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 13 апреля 1998 г. N 118 межгосударственный стандарт ГОСТ 7564-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1999 г.
5 ВЗАМЕН ГОСТ 7564-73
6 ИЗДАНИЕ (сентябрь 2009 г.) с Поправкой (ИУС 3-2002)
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает общие правила отбора проб, заготовок и образцов для испытаний на растяжение, ударный изгиб, осадку, изгиб в холодном состоянии от сортового, фасонного, листового и широкополосного проката.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 7268-82 Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб
ГОСТ 8817-82 Металлы. Метод испытания на осадку
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9651-84 (ИСО 783-89) Металлы. Методы испытаний на растяжение при повышенных температурах
ГОСТ 11701-84 Металлы. Методы испытания на растяжение тонких листов и лент
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
3.1 Единица проката
- изделие, отобранное от партии с целью вырезки проб для изготовления образцов для испытаний.
3.2 Проба
- часть изделия, предназначенная для изготовления заготовок образцов для испытаний.
В некоторых случаях пробой может быть сама единица проката.
3.3 Заготовка
- часть пробы, обработанная или необработанная механически, подвергнутая, в случае необходимости, термической обработке, предназначенная для изготовления образцов для испытаний.
3.4 Образцы для испытаний
- часть пробы или заготовки определенного размера, обработанная или необработанная механически и доведенная до состояния, необходимого для конкретного испытания.
В некоторых случаях образцом может быть проба или заготовка.
3.5 Контрольное состояние
- состояние, при котором проба, заготовка или образец для испытания могут быть подвергнуты термической обработке и (или) механической обработке и отличающееся от состояния поставки.
В таких случаях пробу, заготовку или образец для испытания называют контрольной пробой, контрольной заготовкой или контрольным образцом.
3.6 Эквивалентные термины на русском, английском, французском и немецком языках приведены в приложении А.
4.1 Пробы, заготовки и образцы для испытания, отбираемые в соответствии с требованиями приложений Б, В и Д, должны характеризовать вид проката. Требования по отбору проб, заготовок и образцов могут быть уточнены в других нормативных документах на прокат.
4.2 Идентификация проб, заготовок и образцов
Пробы, заготовки и образцы для испытания должны быть замаркированы. Если в процессе изготовления пробы, заготовки и (или) образца нельзя избежать удаления маркировки, перенос маркировки выполняют до ее удаления.
4.3 Количество проб и образцов, отбираемых для испытаний, должно устанавливаться в нормативном документе на прокат.
4.4 При отборе проб и заготовок должны быть обеспечены условия, предохраняющие образцы от влияния нагрева и наклепа.
Припуски от линии реза до края готового образца должны соответствовать таблице 1.
Таблица 1 - Припуски от линии реза до края готового образца
Диаметр (толщина) проката, мм | Припуск, мм, при способе вырезки проб и заготовок, не менее |
||||
огневом или с тепловым воздействием | без теплового воздействия |
||||
Толщина проката |
|||||
(Поправка).
5.1 Место отбора и размеры пробы
Пробу отбирают таким образом, чтобы место отбора и ориентация образцов для испытаний, взятых от нее, по отношению к изделию соответствовали требованиям стандарта на прокат или, при его отсутствии, требованиям приложения В.
В случае возникновения разногласий между изготовителем и потребителем пробы отбирают от конца проката на расстоянии, приведенном в приложении Г, если в нормативном документе на прокат не оговорено иное.
Размеры пробы должны быть достаточными для отбора образцов, необходимых для проведения конкретного испытания.
При необходимости должно быть достаточное количество материала для проведения повторных испытаний.
5.2 Место отбора, размеры и ориентация образцов для испытаний
Место отбора образцов (вариант отбора проб) и, при необходимости, размеры образцов, ориентация образца в направлении прокатки (вдоль и поперек) должны оговариваться в нормативном документе на прокат.
При отсутствии таких требований используют направления, указанные в приложении В.
Примечание - С целью снижения потерь металла и с учетом установившейся практики стандарт на прокат, если это приемлемо с технической точки зрения, может регламентировать возможность применения поперечных образцов вместо продольных (для перекованных проб), чтобы проконтролировать заданные значения для продольных образцов.
На образце для испытания на ударный изгиб продольная ось надреза должна быть перпендикулярна к направлению прокатки.
5.3 Отбор и подготовка проб
5.3.1 В нормативном документе на прокат должно быть оговорено, предназначено ли испытание для определения свойств в состоянии поставки (5.3.2) или в контрольном состоянии (5.3.3).
5.3.2 Испытание в состоянии поставки
Если в нормативном документе на прокат не оговорено иное, проба должна отбираться от проката, прошедшего все стадии пластической и (или) термической обработки, которым должен быть подвергнут прокат перед поставкой.
Если проба не может оставаться прикрепленной к единице проката до конца изготовления (например, листы, разрезаемые перед отжигом, пробы для испытания которых отбирают из скрапа, образующегося при резке), нормативные документы на прокат должны определять стадию отбора пробы от единицы проката. Режимы обработки, которым затем подвергается проба, должны быть аналогичны режимам обработки самого проката. В частности, термическая обработка должна проводиться в тех же режимах, в каких обрабатывается прокат и, по возможности, одновременно.
Отбор проб должен производиться таким образом, чтобы не изменять характеристики той части пробы, из которой изготовляют образцы.
При необходимости правки пробы для получения из нее качественных образцов, правка должна быть в холодном состоянии, если не оговорено иное. Правка не считается механической обработкой (5.3.3.2), если она не вызывает деформированного упрочнения, способного изменить механические свойства проката.
Примечание - После правки в холодном состоянии заготовок для образцов может потребоваться термическая обработка. В этом случае режимы термической обработки должны определяться по согласованию изготовителя с потребителем. В исключительных случаях, когда правка вызывает существенное изменение формы пробы, метод подготовки проб должен устанавливаться по согласованию изготовителя с потребителем.
Проба не должна подвергаться никакой другой механической или термической обработке.
5.3.3 Испытание в контрольном состоянии
5.3.3.1 Проба
Проба должна отбираться от изделия на стадии изготовления, определяемой нормативным документом на прокат.
Отбор проб может выполняться любым способом, при условии, что он не влечет за собой изменения в металле.
Если способ отбора влечет за собой изменения в металле, то в пробе должно быть достаточное количество металла, чтобы исключить это влияние при изготовлении образцов. Перед любой термической обработкой, при необходимости, должна проводиться правка в горячем или холодном состоянии.
5.3.3.2 Заготовка (проба), при необходимости, подвергается:
а) обработке давлением, при этом нормативные документы на прокат должны определять условия любой обработки давлением (например, ковки, прокатки), которой должна подвергаться проба, и указывать, в частности, исходные и конечные размеры пробы;
б) предварительной обточке перед термической обработкой.
Если проба должна быть уменьшена для термической обработки, то стандарт на прокат должен определять размеры, до которых должна быть уменьшена проба. При необходимости стандарт на прокат должен оговаривать также способ уменьшения пробы;
в) термической обработке в среде с гарантированной стабильностью температуры, измеряемой прибором, прошедшим метрологическое освидетельствование.
Вид термической обработки должен соответствовать требованиям нормативного документа на металлопрокат.
Заготовка не должна подвергаться заданной термической обработке более одного раза, за исключением отпуска, который может быть повторен в заданном диапазоне температур. Для любого повторного испытания должна отбираться новая заготовка.
Для стали с пределом прочности 1270 Н/мм (130 кгс/мм) и более термической обработке подвергают образцы, изготовленные с припуском под шлифовку.
5.4 Отбор и подготовка образцов для испытания механических свойств
5.4.1 Вырезка и механическая обработка
Вырезка образцов должна выполняться холодным способом и с принятием мер предосторожности, позволяющих избежать поверхностного упрочнения и перегрева проката, которые могут изменить его механические свойства.
Следы, оставленные инструментом после механической обработки, которые могут повлиять на результаты испытания, должны устраняться шлифовкой (при обильной подаче охлаждающей жидкости) или полировкой при условии, что выбранный метод отделки поверхности сохраняет размеры и форму образца в пределах допусков, регламентированных стандартом на соответствующее испытание.
5.4.2 Форма, размеры и допускаемые отклонения по размерам образцов должны соответствовать ГОСТ 1497 , ГОСТ 7268 , ГОСТ 9454 , ГОСТ 9651 и ГОСТ 11701 .
5.4.3 Для испытания на растяжение сортового проката круглого, квадратного и шестигранного профиля применяют цилиндрические образцы.
5.4.4 Для испытания на растяжение полосового и листового проката толщиной до 25 мм включительно применяют плоские образцы, свыше 25 мм - цилиндрические образцы. Испытание проката толщиной 7-25 мм можно проводить как на плоских, так и на цилиндрических образцах. В документе о качестве указывают вид образца.
5.4.5 Для испытания фасонного проката толщиной до 25 мм включительно применяют плоские образцы с сохранением на них поверхностных слоев проката, а при непараллельных сторонах полки - с сохранением поверхностных слоев проката на одной стороне; при толщине проката более 25 мм допускается обработка плоского образца до толщины 25 мм с сохранением на одной стороне образца поверхности проката или изготовление цилиндрических образцов.
Примечание - При толщине полки фасонного профиля от 7 до 25 мм испытание может проводиться как на плоских, так и на цилиндрических образцах.
5.4.6 Прокат круглого, квадратного и шестигранного профиля, для которых отбор заготовок и образцов производится по варианту 1, диаметром или стороной квадрата до 25 мм, полосовой прокат толщиной до 25 мм и шириной до 50 мм, фасонные профили с толщиной полки до 4 мм могут испытываться на растяжение на образцах, не подвергаемых механической обработке.
5.4.7 Для испытания на ударный изгиб проката диаметром до 16 мм включительно, квадратного со стороной квадрата до 10 мм включительно и полосового и листового проката толщиной до 10 мм включительно применяют образцы размером 5х10х55 мм, для проката диаметром более 16 мм и толщиной более 10 мм - образцы размером 10x10x55 мм.
5.4.8 Образцы для испытания на ударный изгиб от фасонного проката вырезают таким образом, чтобы одна из боковых граней совпадала с поверхностью проката. Ось надреза должна быть перпендикулярна к поверхности проката.
5.4.9 В случае проведения термической обработки образцов требования должны быть такими же, как для заготовок (5.3.3.2, подпункт в).
6.1 Пробы для испытаний на осадку отбирают от любого конца прутка или полосы. Для проката, поставляемого в мотках, пробу отбирают на расстоянии не менее 1,5 м от конца при массе мотка до 250 кг и на расстоянии не менее 3,0 м - при массе мотка более 250 кг.
6.2 Условия испытания, состояние поверхности образцов и порядок оценки результатов должны соответствовать требованиям ГОСТ 8817 .
7.1 Место вырезки проб по отношению к направлению прокатки и длине проката - в соответствии с приложением Б.
7.2 При отборе проб и заготовок должны быть обеспечены условия, предохраняющие образцы от влияния нагрева и наклепа, изложенные в 4.4 настоящего стандарта.
7.3 Минимальное расстояние от конца изделия для отбора проб или образцов для испытания в случае возникновения разногласий - в соответствии с приложением Г.
7.4 Схема отбора проб для испытаний на холодный изгиб - в соответствии с приложением Д.
7.5 Методы отбора образцов, виды образцов и другие требования к испытанию на изгиб в холодном состоянии должны отвечать требованиям ГОСТ 14019 .
ПРИЛОЖЕНИЕ А
(справочное)
Таблица А.1 - Эквивалентные термины
Обозначение | Пункт стандарта |
||||
русский | английский | французский | немецкий | ||
Единица проката | Produit echantillon | ||||
Заготовка | Rough specimen | ||||
Образец для испытаний | |||||
Рисунок А.1
Таблица Б.1 - Место вырезки проб, заготовок и образцов
Вид проката | Положение продольной оси образца по отношению к направлению прокатки | Место вырезки проб, заготовок и образцов по длине |
Сортовой круглого, квадратного, шестигранного и прямоугольного сечений | От любого конца прутка или мотка. Для проката в мотках пробы отбираются на расстоянии не менее 1,5 м от конца при массе мотка до 250 кг и на расстоянии не менее 3,0 м при массе мотка более 250 кг |
|
Фасонный (швеллеры, тавры, угловой, зетовый, двутавровые, широкополочные балки, специальный взаимозаменяемый профиль для крепи горных выработок - СВП) | От любого конца |
|
Листовой, рулонный, широкополосный шириной до 600 мм, в т.ч. после продольного роспуска | |
|
Листовой, рулонный, широкополосный шириной 600 мм и более | От любого конца листового и широкополосного проката. Для рулонного проката на расстоянии не менее 1 м от конца рулона |
|
Примечание - Для широкополосного проката шириной 600-1000 мм по согласованию изготовителя с потребителем допускается использовать продольные образцы. |
||
В.1 Схема отбора заготовок из проб для определения механических свойств проката в состоянии поставки (вариант 1)
В.1.1 Отбор заготовок из проб от сортового проката
______________
Рисунок B.1 - Схемы отбора заготовок из проб от проката круглого и многоугольного сечений
______________
* Разрешается производить отбор до 01.01.2001.
Рисунок В.2 - Схемы отбора заготовок из проб от проката квадратного и прямоугольного сечений
Полоса со скошенными кромками
Рисунок В.3 - Схемы отбора заготовок из проб от полосы со скошенными кромками
(Поправка).
В.1.2 Отбор заготовок из проб от фасонного проката*
_____________
* У неравнополочных уголков заготовка вырезается из большей полки.
Рисунок В.4 - Схемы отбора заготовок из проб от фасонного проката
В.1.3 Отбор проб от листового и широкополосного проката
Ширина проката; и - место отбора проб
Рисунок В.5 - Схемы отбора проб от листового и широкополосного проката
Таблица B.1 - Положение образца относительно поверхности проката
Вид испытания | Толщина проката, | Положение продольной оси образца по отношению к направлению прокатки при ширине проката, мм | Положение образца относительно поверхности, мм |
|
150<<600 | ||||
На растяжение при нормальной температуре | ||||
Контроль предела текучести при повышенных температурах проката для изделий, работающих под давлением | От 3 | Поперек, рядом с образцом для испытания на растяжение при нормальной температуре | ||
На ударный изгиб | От 5 | |||
Поперек или вдоль в соответствии со стандартом или ТУ на прокат | ||||
Толщина проката | ||||
Примечание - По согласованию изготовителя с потребителем допускается использовать: |
||||
B.2 Схема отбора заготовок из проб для определения механических свойств проката из улучшаемой стали в состоянии поставки (нормализованном или улучшенном) или в контрольном состоянии (вариант 2)
B.2.1 Отбор заготовок из проб от сортового проката
Прокат круглого и многоугольного сечений
Рисунок В.6 - Схемы отбора заготовок из проб от проката круглого и многоугольного сечений
Прокат квадратного и прямоугольного сечений
Рисунок В.7 - Схемы отбора заготовок из проб от проката квадратного и прямоугольного сечений
В.2.2 Отбор заготовок из проб от полосы со скошенными кромками листового и широкополосного проката - аналогично варианту 1
Таблица Г.1 - Минимальное расстояние от конца изделия для отбора проб, заготовок и образцов
Вид проката | Минимальное расстояние от конца изделия |
|||
Прокат в мотках с катаными концами диаметром*, мм: | ||||
Прокат в прутках | ||||
Прокат в рулонах с катаными концами | 1 виток, но не более 2 витков от наружного конца рулона |
|||
Прокат в рулонах с закаленными и отпущенными концами | 0,5 х диаметр рулона, но не менее 160 мм |
|||
Листовой прокат с концами огневой или холодной резки | ||||
* Для проката квадратного и шестигранного сечений берется диаметр круга, площадь поперечного сечения которого эквивалентна площади поперечного сечения квадрата или шестигранника. |
||||
Д.1 Отбор проб от сортового проката
Прокат круглого и многоугольного сечений
Рисунок Д.1 - Схемы отбора проб от проката круглого и многоугольного сечений
Прокат квадратного сечения
Рисунок Д.2 - Схема отбора проб от проката квадратного сечения
Прокат прямоугольного сечения
Рисунок Д.3 - Схемы отбора проб от проката прямоугольного сечения
Д.2 Отбор проб от фасонного проката*
_____________
* У неравнополочных уголков отбор проб производят из большей полки.
Рисунок Д.4 - Схемы отбора проб от фасонного проката
Д.3 Отбор проб от листового и широкополосного проката
- в любом месте по ширине для проката толщиной:
Рисунок Д.5 - Схемы отбора проб от листового и широкополосного проката
Электронный текст документа
подготовлен АО "Кодекс" и сверен по:
официальное издание
Сталь углеродистая обыкновенного
качества и низколегированная: Сб. ГОСТов. -
М.: Стандартинформ, 2009
Проведение технологических испытаний является, необходимой операцией, для подтверждения правильности выбранной конструкции биметаллического изделия и состава сплавов.
Для каждого типа дробильного оборудования роторного типа существует несколько схем проведения технологических испытаний, обладающих соответствующими достоинствами и недостатками.
Для тех типов оборудования, которые обладают массивными рабочими органами (более 30 кг) и равномерным характером горизонтального износа вдоль ротора, в случае сопоставимости физико-механических свойств дробимого сырья и четкого отражения в эксплуатационных журналах объемов его переработки, технологические испытания не представляют особой проблемы. К таким типам оборудования относятся все роторные и центробежные дробилки, а так же большинство типов молотковых дробилок. Технологические испытания в этом случае могут проводится в усеченных объемах, на неполных комплектах рабочих органов.
В случае наличия в молотковых дробилках зон повышенного горизонтального (как правило бокового) или вертикального износа (Рис.1), что, как правило, характерно для молотковых дробилок с массой молотков менее 30 кг, при неудовлетворительных результатах подбирается наиболее оптимальная граница между биметаллическими слоями, или в необходимых случаях изменяется конструкция всего изделия с изменением границы заливки с горизонтальной на наклонную (Рис.2), полностью защищающую рабочую плоскость, как от вертикального износа, так и от попадания металлических предметов. В таких случаях технологические испытания могут проходить несколько раз, до момента получения нужного результата.

рис.1 Различные виды локального износа: 1 – интенсивный боковой износ; 2 – интенсивный вертикальный износ. В обоих случаях более мягкая сталь подвергается более существенному износу.


рис.2 Изменение конструкции биметаллического изделия: с горизонтальной линии сочленения сплавов (1), на наклонную (2), полностью защищающую рабочую плоскость, как от вертикального износа, так и от попадания металлических предметов.
Наиболее сложными, в силу конструкционных особенностей оборудования, являются технологические испытания, проводимые на молотковых мельницах, в большинстве случаев обладающих неравномерным горизонтальным износом.
Этому способствуют следующие факторы:
Мельницы молотковые тангенциальные (ММТ) являются дробильным оборудованием замкнутого типа (Рис 3), с системой возврата в помольную камеру недоизмельченного материала из сепаратора с боковых сторон, что создает экстремальные зоны износа на крайних рядах ротора, с полным износом проушин и возникновением аварийных ситуаций из-за слетания их с билодержателей. (Рис.4)

Рис.3

Рис.4 Фото интенсивного износа било на боковых рядах
В дополнение к боковым зонам интенсивного износа, вызванными конструктивными особенностями оборудования очень часто добавляются зоны интенсивного горизонтального износа, вызванные неравномерностью поступления угля в помольную камеру (Рис.5)
 рис.5
рис.5
Неравномерное поступление угля, способствует формированию неравномерного контура износа бил (Рис 6.), что в свою очередь способствует такому негативному, но вполне объяснимому действию технического персонала стремящемуся снизить риски возникновения аварийных ситуаций, как к смене бил с неравномерным профилем (Рис.7) имеющим еще достаточно высокий остаточный эксплуатационный ресурс.
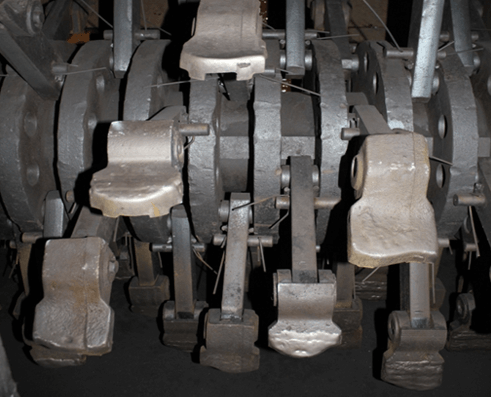 рис.6
рис.6
 рис.7
рис.7
 рис.8
рис.8
Дополнительную сложность в корректировку подачи угля в помольную камеру вносит такой внешний фактор, как низкое качество литых бил из марганцовистых сталей, в первую очередь, наличие в рабочей части разно размерных пор и пустот, приводящих к формированию неравномерного профиля износа (Рис 8), даже в случае равномерной подачи угля.
В связи с тем, что конструкционные особенности помольной камеры позволяют формировать футеровочные поверхности различных конфигураций, то и аэродинамические характеристики внутри камерной полости отличаются не только у машин на разных промышленных объектах, но, иногда, даже в пределах одного котло-турбиного цеха. Также перфорация дисков позволяет закреплять на них различное количество билодержателей – 3, 4, 6, 8 и формировать различное количество бил в мельнице вдоль ротора, что также существенно сказывается на характере динамических потоков.
Существует три схемы проведения технологических испытаний новых бил, каждая из которых обладает своими достоинствами, недостатками и методами компенсации этих недостатков.
| Параметры | Схемы разновеса | ||
| Полная | Половинная | Попеременная | |
| Схематическое изображение |  |
 |
 |
| Достоинства | Условия испытаний наиболее приближены к эксплуатационным режимам. | Соизмеримые нагрузки, одинаковое качество углей. Короткие сроки проведения испытаний. | |
| Недостатки | Недостоверность данных из-за несоизмеримости нагрузок и качества углей в условиях отсутствия средств индивидуального контроля за конкретной ММТ. Длительность проведения испытаний. | Недостоверность данных в случае неравномерного горизонтального износа; Возникновение биения ротора в результате различной интенсивности износа различных групп бил. | Недостоверность данных из-за повышенного износа более износостойких бил, берущих на себя повышенную нагрузку. |
| Методы компенсации недостатков | Статистические. Увеличение достоверности за счет большего количества испытаний и сравнения со статистически определенным базисом сравнения (средним эксплуатационным периодом). | Риск возникновения аварийных ситуаций из-за биения ротора не устраним. Недостоверность данных из-за неравномерности горизонтального износа устранима путем попеременной загрузки одних и тех же частей различными группами бил. | нет |
Технологические пробы весьма разнообразны. Они служат лишь для качественной или сравнительной оценки металла.
Обычно проведение технологической пробы оговаривается техническими условиями. Как правило, размеры образцов и условия испытания должны быть строго одинаковыми, лишь в этом случае результаты могут сравниваться.
В качестве показателей пригодности металла для каждого вида пробы выбираются свои характеристики. Такими характеристиками могут служить угол загиба, степень обжатия, число перегибов проволоки до возникновения первых признаков разрушения, степень высадки и т.д.
В качестве примеров приведем следующие технологические пробы:
Схематически она показана на рисунке:
Загиб может производиться до определенного угла, либо до параллельности сторон, либо до соприкосновения сторон. Металл, выдерживающий пробу, не должен иметь трещин.
Такая проба определяет способность металла принимать заданный по размерам и форме загиб.


Проба на осадку в холодном состоянии (рис. 31) позволяет определять способность металла к заданной по размерам и форме деформации сжатия.
Образец считается выдержавшим пробу, если при осадке до заданной высотыh в нем не появились трещины или изломы.

Проба на загиб трубы в холодном и горячем состоянии (рис. 32) выявляет способность металла трубы принимать заданный по размерам и форме загиб. Испытание состоит в загибе заполненного сухим песком или канифолью отрезка трубы на 90" вокруг оправки.
После загиба труба не должна иметь:
волосовин,
надрывов,
расслоений.

Проба на перегиб проволоки производится с целью выявления способности проволоки выдерживать повторный загиб (рис. 33).
Число перегибов до разрушения свидетельствует о способности металла выдерживать многократные перегибы.

Проба на навивание проволоки
(рис. 34).
Уход в отпуск с последующим увольнением по собственному желанию - это право...

Константин Юрьевич Хабенский - имя, которое знают или слышали практически все...

Слайд 2 В Средней Греции находится область Аттика. Ее главным городом были...